
- 1 Kobberrør for vannforsyning - teknologiske funksjoner og fordeler
- Tilkoblingsmetoder
- Montering
- Hvordan lodde kobberrør, trinnvise instruksjoner
- Forberedelse av tilkobling
- Fluksapplikasjon
- Lodding
- Varianter av kobberprodukter
- Etter avtale
- I henhold til produksjonsmetoden
- Etter seksjonsform
- I henhold til hardhetsgraden
- Viklingstyper
- Hvilke beslag finnes på markedet?
- Alternativ #1 - komprimeringselementer
- Alternativ #2 - kapillærbeslag
- Alternativ #3 - pressfittings
- Typer monteringsprodukter
- Nyansene til montering og lodding av rør av alle diametre
- Gjør-det-selv trinn-for-trinn-arbeid i 7 trinn
- Spesifikasjoner
- Rørklassifisering
- Reguleringskrav
- Montering av kobberrør for vannforsyning
- Nødvendig verktøy og materialer
- Arbeids prosess
- Monteringsfunksjoner
1 Kobberrør for vannforsyning - teknologiske funksjoner og fordeler
Først av alt, kobber rør for VVS attraktive for sin styrke. Solide produkter med en diameter på 12 mm, med en veggtykkelse på kun 1 mm, er designet for et arbeidstrykk på 100 bar ved en temperatur på 250 °C. Kobberrørledning på fittings, satt sammen ved hardlodding, tåler maksimale belastninger på mer enn 500 atm og temperaturer opp til 600 °C. Mange materialer blir sprø når temperaturen synker.Kobber er et unntak - styrken og duktiliteten til dette metallet øker med synkende temperatur.
Denne egenskapen sikrer tillatelighet av gjentatt frysing og tining av kobberrør (avhengig av hardheten til produktene opptil 3 ganger). Selv om en ulykke er ute, er den kun på ett sted, i motsetning til stålrørledninger, hvor vindkastet sprer seg gjennom hele røret. Derfor er det ikke vanskelig å eliminere konsekvensene av å fryse kobberprodukter, og stålsystemet må erstattes fullstendig.

Kobberrør er enkle å maskinere og svært teknologisk avanserte i alle deler av installasjonen: når du passerer hull, bøyer rundt hjørner og andre hindringer, installerer utstyr, monterer en gren på en allerede ferdig rørledning. For alt arbeid trengs et enkelt mekanisert og manuelt verktøy.
Kobbersystemer er universelle - beslag og rør av samme standard brukes til alle typer verktøy. Dette sikrer bruk av en enkelt installasjonsmetode og samme utstyr. Den vanligste og mest pålitelige metoden for å skjøte kobberrør er kapillærlodding. Loddebredden, selv med små diametre, er ikke mindre enn 7 mm og gir installasjonsstyrken høyere enn for kjente tilkoblingsmetoder, inkludert alle typer sveising.

Under testene var det alltid et brudd i rørkroppen, og tettheten til skjøtene, inkludert de betjente, ble aldri ødelagt. Kapillærlodding gir rask og enkel montering. Fordelene er spesielt tydelige sammenlignet med sveising, som krever større presisjon og forsiktighet når du arbeider med plastrør, eller klumpete utstyr når det gjelder stålsystemer.
I tillegg til tilkoblinger med høy holdbarhet og pålitelighet (pressing, lodding, sveising), er det også de som ikke krever spesielle ferdigheter og verktøy - bruk av beslag for rask installasjon i tilfelle ulykker, så vel som i ikke-trykksystemer (selv -låsing, kompresjon og så videre). Dette gir effektivitet og fleksibilitet i arbeidet til installatøren. Det er forbudt å tre kobberrør, men kombinasjonsbeslag tillater enkel overgang til gjenging ved pressing eller lodding.
På grunn av plastisiteten til kobber er det mulig, ved hjelp av en mekanisert eller manuell ekspander, å koble rør ved kapillærlodding uten bruk av beslag. Dette gjør det mulig (i noen tilfeller betydelig) å redusere kostnadene for systemet under installasjonen. Tilpasningsmetoden for tilkobling gir garantert stabilitet av parametere og systemets pålitelighet.
Det er tillatt å legge inn en kobberrørledning i vegger og gulv, hvis produkter brukes i isolasjon, korrugerte rør, skall, hvor termisk ekspansjon er gitt på grunn av svingninger i temperaturen til det tilførte vannet, eller montert i en boks. Betjente forbindelser må ikke være monolittiske uten å gi tilgang til dem. Ved åpen legging er kobberrør svært estetisk tiltalende, kan males, men krever et arrangement som hindrer risiko for utilsiktet skade.
Tilkoblingsmetoder
Installasjon av disse produktene kan gjøres på to måter: ved gjenget tilkobling eller ved lodding. Kobber og legeringer dannet på basis av det kan sammenføyes ved både høytemperatur- og lavtemperaturlodding.

For vannforsyningssystemer brukes lavtemperaturlodding hovedsakelig ved bruk av ulike loddemidler, med unntak av bly-tinn.De inneholder en stor andel bly, som ikke kan brukes. for lodding av drikkevannsledninger. For montering av slike systemer er det bedre å velge tinn-kobber eller sølvholdige loddemidler. De skaper en søm av god kvalitet og oppfyller alle krav til styrke, pålitelighet og holdbarhet til VVS-systemer. Som fluss kan du ta kolofonium - vaselinpasta, som inkluderer kolofonium, sinkklorid og teknisk vaselin. Den har en pasta-lignende konsistens som er lett å påføre.
Montering
Installasjon av kobberrørledninger utføres ved hjelp av spesielle tilkoblinger - beslag eller ved bruk av sveising. Gjennom press eller sammenleggbare beslag er rørene godt festet til elementene i varmesystemet, men sveising brukes oftest. Ved montering av glødede kobberrør på steder hvor det er nødvendig, kan de bøyes slik at det totale antallet skjøter og skjøter reduseres. For dette brukes en rørbøyer, takket være hvilken det er mulig å oppnå den nødvendige hellingen uten å kompromittere systemets generelle åpenhet.

Installasjon av kompresjonsbeslag krever ikke spesialutstyr: røret settes ganske enkelt inn i sporet til det stopper, og deretter skrus det godt fast med en mutter, mens selve materialet skal presses mot beslagskroppen. For å oppnå maksimal passform og fullstendig tetning må to nøkler brukes. Det er alt utstyret du trenger. Imidlertid bør man ikke glemme spesifikasjonene til krympefester, som innebærer fullstendig kontroll over tettheten - slike systemer begynner med jevne mellomrom å "dryppe", og det er grunnen til at skjøtene ikke skal vegges, tilgangen til rørene skal være åpne.

Pressfittings installeres ved hjelp av spesielle pressemaskiner, dette er et ganske dyrt installasjonsalternativ, men forbindelsen er sterk og pålitelig, men i ett stykke. Eksperter bemerker at kapillærlodding regnes som den mest universelle metoden for å installere kobberrørledninger; denne metoden lar deg koble rørsegmenter med samme diameter til hverandre. For å gjøre dette utføres fakling i en av endene, det vil si at diameteren er litt økt, dette lar deg sette inn ett rør i et annet.

Skjøten rengjøres med en spesiell svamp eller en metallbørste, og deretter dekkes de sammenføyde overflatene med fluss - dette er en spesiell sammensetning som gir maksimal vedheft av metallet til loddetinn. Rør behandlet på denne måten settes sekvensielt inn i hverandre slik at gapet mellom dem ikke overstiger en brøkdel av en millimeter. Deretter varmes loddet opp med en sveiset brenner, og når materialet når smeltetemperaturen, helles alle hullene som har oppstått med den smeltede sammensetningen.

Etter at sømmen er fylt, må den avkjøles, for dette kan du senke skjøten ned i vannet, eller du kan bare la den stå i friluft. Generelt er denne prosessen, som reparasjon, ganske enkel, men den krever nøyaktighet, grundighet og overholdelse av sikkerhetsforskrifter. Kobberrør er estetisk tiltalende, men noen ganger maler brukere slike produkter slik at rørene samsvarer med det generelle konseptet til interiøret.

Det er svært viktig at malingen som brukes til dette oppfyller følgende betingelser:
- belegget skal ikke endre farge under påvirkning av høy temperatur;
- maling må pålitelig beskytte mot enhver form for ytre påvirkning;
- selv minimal peeling er uakseptabelt.

Det er tilrådelig å belegge rørene med en primer før malingen påføres, eksperter anbefaler å bruke en blyrød blysammensetning. Husk at malingen ikke absorberer i kobber, så du må spre den veldig forsiktig med en børste. Og selv i dette tilfellet kan en mer eller mindre jevn dekning oppnås først etter 2-3 lag. Men du kan også bruke maling fra sprayboks, den legger seg mye jevnere.








Hvordan koble kobberrør med egne hender, se følgende video.
Hvordan lodde kobberrør, trinnvise instruksjoner
Trinn-for-trinn-arbeid lar deg få tilkoblinger av høy kvalitet. Når du utfører prosessen, trenger du ikke forhaste deg, du må følge alle reglene og anbefalingene.
Forberedelse av tilkobling
På det første trinnet blir de nødvendige delene av de nødvendige dimensjonene forberedt. For kutting brukes en rørkutter, som må være plassert strengt vinkelrett på rørledningen. Først klemmes røret i verktøybraketten mellom bladet og støtterullene.
 Kutteren roterer en eller to ganger rundt segmentet som skal kuttes.
Kutteren roterer en eller to ganger rundt segmentet som skal kuttes.
Deretter strammes skruemekanismen. Etter det gjentas kutteprosessen. Slike handlinger utføres til den endelige kuttingen av røret skjer.
For å forberede deler av den nødvendige størrelsen, kan du også bruke en baufil med et metallblad. Det er imidlertid ikke alltid mulig å utføre et jevnt kutt med et slikt verktøy. Dessuten, når du bruker en baufil, dannes det mye metallspon.
Derfor må du være veldig oppmerksom slik at de ikke kommer inn i systemet.Tross alt kan sagflis forårsake skade på dyrt utstyr eller overbelastning i teknisk kommunikasjon.
 Rørkutteren lar deg få et rett kutt. Deretter fjernes grader fra enden av røret.
Rørkutteren lar deg få et rett kutt. Deretter fjernes grader fra enden av røret. Den indre overflaten av produktet rengjøres og avfettes. De samme handlingene utføres med det andre segmentet.
Den indre overflaten av produktet rengjøres og avfettes. De samme handlingene utføres med det andre segmentet.
På neste trinn brukes en rørekspander eller rulling. Den lar deg øke diameteren til et av segmentene slik at delene kan kobles sammen. Avstanden mellom dem må være 0,02-0,4 mm. Ved mindre verdier vil ikke loddetinn kunne sive inn i det, og ved større størrelser vil det ikke være noen kapillæreffekt.
Fluksapplikasjon
Fluksen påføres i et jevnt lag i en minimumsmengde på den ytre overflaten av produktet som settes inn i det tilkoblede segmentet.
 Operasjonen utføres med en børste. Det kan være inkludert i reagenssettet.
Operasjonen utføres med en børste. Det kan være inkludert i reagenssettet.
I fravær brukes en pensel. Det er nødvendig å bruke et verktøy som ikke etterlater fibre.
Lodding
Prosessen begynner med tilkobling av rørledningsdeler. Det utføres etter bruk av fluksen.
 Det skal ikke være fremmedlegemer på den fuktede overflaten.
Det skal ikke være fremmedlegemer på den fuktede overflaten.
Når røret og koblingen er koblet sammen, roterer det siste elementet til det er helt satt på rørledningssegmentet. Denne handlingen gjør det også mulig å fordele fluksen over hele området som skal sammenføyes. Hvis en forbruksdel kommer ut av gapet mellom delene, fjernes den med en serviett eller klut, da det er en aggressiv sammensetning av kjemisk opprinnelse.
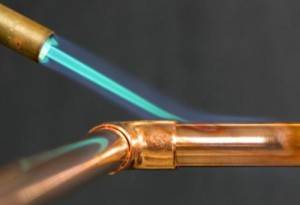
Loddeprosessen ved lav temperatur begynner med at brenneren slås på. Flammen er rettet mot stedet som skal skjøtes og beveger seg hele tiden langs skjøten for jevn oppvarming.Etter oppvarming av delene påføres loddetinn på gapet mellom dem. Forbruksmaterialet vil begynne å smelte hvis krysset har blitt tilstrekkelig oppvarmet. På dette tidspunktet må brenneren fjernes fra skjøten fordi forbruksmaterialet vil fylle gapet. Myk loddetråd trenger ikke å være spesielt oppvarmet. Smeltingen av forbruksmaterialet skjer under påvirkning av varme fra de oppvarmede delene.
 Myklodding av kobberrør
Myklodding av kobberrør
Tilkoblinger av rørledningselementer gjøres med konstant styring av kobbervarme. Metall må ikke overopphetes! Hvis denne regelen ikke følges, vil fluksen bli ødelagt. Derfor fjernes ikke oksider fra delene. Som et resultat reduseres kvaliteten på sømmene.
Hardlodding begynner med jevn og rask oppvarming av delene som skal skjøtes. Det utføres ved hjelp av en flamme av lys blå farge med moderat intensitet.
Loddemetall påføres skjøten når elementene varmes opp til en temperatur på 750°C. Den når ønsket verdi når kobberet blir en mørk kirsebærfarge. For bedre smelting av loddetinnet kan det i tillegg varmes opp med en lommelykt.
Etter at sømmen er avkjølt, tørkes skjøten med en klut for å fjerne flussrester. Ellers kan stoffet forårsake ødeleggelse av kobber. Hvis det er dannet loddetinn på overflaten av rørledningen, fjernes den med sandpapir.
Varianter av kobberprodukter
For øyeblikket finnes det flere varianter av kobberrør. Nedenfor er de viktigste.







Etter avtale
Følgende rør brukes til det tiltenkte formålet:
- for møbler - laget av krom - 25 mm;
- for kommersielt utstyr - et ovalt produkt - 25 mm;
- ved fremstilling av møbelstøtter - 50 mm (bar);
- for kjøkkenrommet - 50 og 26 mm (rekkverk og bar).
Ved fremstilling av møbler brukes møbelforkrommet rør. Den brukes i hovedmøbelstrukturen - som en metallstang. I motsetning til rund, har den et rektangulært tverrsnitt. Den mest brukte profilen er 40*100, 40*80, 50*50.
Den installeres bare på en flat overflate, og brukes også i reparasjoner og i bilfabrikker - når du lager en sterk ramme.
I henhold til produksjonsmetoden
Avhengig av produksjonsmetoden brukes slike kobberrør som:
Uglødet kobberrør. Den er laget av rent metall ved hjelp av stempling.
Den har høy strekkfasthet. I dette tilfellet blir metallet mindre duktilt, hvoretter det er noen begrensninger på bruken av et slikt rør.
Glødde kobberrør er av plast, denne kvaliteten letter installasjonsprosessen
Glødet kobberrør. Den går gjennom en spesiell prosesseringsteknologi. Den varmes opp til 700 grader Celsius og kjøles deretter ned. I dette tilfellet blir rørledningselementene mindre sterke, men mer fleksible.
I tillegg strekker de seg godt - før de brytes, øker lengden med 1,5 ganger.
Glødede rørprodukter er mykere, så installasjonen er raskere og enklere.
Etter seksjonsform
Etter seksjonsform tildele:
- runde vannrør;
- rørledningselementer i form av et rektangel. De brukes til å lage ledere i statorviklingen til elektrisk utstyr, som avkjøles med en væskemetode.
Dimensjonene på kobberrør kan bestemmes av den ytre diameteren, som er 12–267 mm. I dette tilfellet har enhver rørstørrelse en viss veggtykkelse lik 0,6–3 mm.
Ved ledning av gass til hus brukes rør som har en tykkelse lik 1 mm minst.
Ved installasjon av rørleggerarbeid brukes i mange tilfeller et rør av kobber, som har størrelser som: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm og 52 x 2 mm.
I henhold til hardhetsgraden
I henhold til hardhetsgraden brukes kobberrør, for eksempel:
Myk. Betegnelsen er M eller W. De tåler ekspansjon uten å sprekke og rive når den ytre diameteren utvides med 25 %.
Slike rørledningsprodukter brukes når et varmesystem lages eller legges rørledninger for vannforsyning til forbrukere. Samtidig foretas en strålefordeling av rørene til VVS- og varmeinnretninger.
Myke rørledningselementer brukes i de fleste tilfeller i konstruksjon og reparasjon av vannrør. Tilkoblingen deres anses som den enkleste - dokking kan gjøres uten bruk av tilleggsutstyr.
Kobberrør tåler den høye temperaturen til væskene som transporteres gjennom dem
Halvsolid. De har følgende betegnelser - P eller NN. Slike rørledningsprodukter er i stand til å motstå ekspansjon med en diameterøkning på 15 %.
Når de er installert, brukes oppvarming for å koble sammen rørene uten bruk av beslag. For bøying eller ubøying av halvfaste produkter brukes en rørbøyer for kobberrør.
Fast. De er betegnet med følgende bokstaver - T eller H. Når de er installert, utføres distribusjonen kun under oppvarming. For å bøye røret, bruk en rørbøyer.
De to siste typene kobberprodukter brukes i byggingen av forskjellige motorveier.
Også slike deler brukes i konstruksjonen av en rørledning, som bør ha økt mekanisk styrke.
Forseglingen av slike rør anses som en viktig prosess. Tross alt kan avdokkingen deres skje når som helst - for eksempel når tetningsmassen er oppbrukt. I tilfelle en slik situasjon vil det være nødvendig å gjøre om skjøtene fullstendig.








Viklingstyper
Produsenter bruker forskjellige typer viklinger for kobberrør:
- FUM tape. Denne tapen brukes i alle typer gjengeforbindelser;
- herdende fugemasse for rørleggerarbeid. Slikt materiale brukes både på ulike bedrifter og i hverdagen;
- hjemmelaget fugemasse for rørleggerarbeid. Rørene som er installert i husene på 1940-tallet lekker ikke.
Denne metoden kan også brukes hvis det er nødvendig å lage oppvarming fra kobberrør.
Hvis rødt bly ikke er tilgjengelig, bør det brukes vanlig PF-maling.
Tetting ved arbeid med væskeledende systemer er obligatorisk
Hvilke beslag finnes på markedet?
Kobberrørledninger er ganske enkle og enkle å installere. Dette skyldes tilstedeværelsen av et stort antall typer tilkoblinger og beslag for dem, noe som gjør det mulig å utføre systemer med kompleks konfigurasjon. Ved utførelse av installasjonsarbeid er det ikke nødvendig med klumpete spesialutstyr. Tilkoblinger i kobberrørledninger regnes som de mest pålitelige elementene. Avhengig av tilkoblingsmetoden som brukes, finnes det flere typer beslag.
Alternativ #1 - komprimeringselementer
Delene er utstyrt med en spesiell kompresjonsring, som sikrer tettheten av forbindelsen og fester beslaget til røret. Elementet strammes for hånd med en unionsmutter og skiftenøkkel. Den største fordelen med kompresjonsdeler er enkel installasjon.Ingen spesialutstyr eller oppvarming kreves. Med denne metoden kan du montere rørledningen på de mest utilgjengelige stedene. Installasjonsarbeidskostnadene er lave, og det resulterende systemet er ganske holdbart og tett. Kompresjonsbeslag har også ulemper. De er ikke designet for høyt trykk, de må kontrolleres og strammes med jevne mellomrom. Det er umulig å konkretisere slike detaljer.
Teoretisk sett gir kompresjonselementer en sammenleggbar forbindelse. Praksis viser imidlertid at etter den første demonteringen og monteringen, reduseres påliteligheten til monteringen kraftig, og den må endres. Det finnes to typer kompresjonsbeslag. De er merket med bokstavene A og B.
- Deler A brukes til rørledninger over bakken laget av halvfaste kobberkvaliteter.
- Deler B brukes til å arrangere bakke- og underjordiske kommunikasjoner fra rør laget av halvharde og myke metallkvaliteter.
Installasjon av deler av begge typer utføres i henhold til en lignende ordning.
Diagrammet viser en kompresjonstilpasningsanordning. Den er enkel å installere, men gir en svak forbindelse som trenger jevnlig overvåking.
Alternativ #2 - kapillærbeslag
Loddet kobberbeslag kalles kapillærbeslag. De forbinder rør med loddetråd, det vil si kobber, tinn eller sølvtråd, plassert under den indre tråden til delen. Under installasjonen settes beslaget på røret, som er forhåndsbelagt med flussmiddel. Skjøteområdet varmes opp med en brenner til metallloddet smelter og fyller et lite gap mellom beslaget og røret. Etter det får delene avkjøles. Etter det utføres ekstern rengjøring ved hjelp av et spesialverktøy.Røret er klart til bruk.
Prosessen med å lodde en beslag involverer bruk av loddetinn, som, når den smeltes, fyller gapet mellom delene.
Fordelen med denne tilkoblingsmetoden kan betraktes som høy pålitelighet. Maksimalt driftstrykk for enheten er 40 bar ved en systemtemperatur på 150°C. Kapillærmetoden gir en veldig jevn og pen søm, minimumsmengden loddemetall brukes under arbeidet, kostnadene for installasjonsarbeid er ganske rimelige. De relative ulempene med metoden inkluderer den obligatoriske tilstedeværelsen av en brenner og behovet for en viss kvalifikasjon og erfaring for personen som skal være involvert i installasjonen.
Alternativ #3 - pressfittings
Prinsippet for drift av deler er basert på bruken av plastisiteten til kobber og dets mottakelighet for deformasjoner som er opprettet under mekanisk stress. For å oppnå en slik forbindelse krympes røret, som tidligere er satt inn i pressfittingen, med presstang. Minimum krympekraft 32 kN. Dette lar deg skape en sterk forbindelse i ett stykke. En tetningsring er lagt langs konturen av pressfittingen, som sikrer tetthet av forbindelsen. Forbindelsesdelen kan rotere, tetthet og styrke lider ikke av dette. Strukturelt er pressfittings forskjellige i deler med en dobbel og enkel kontur av deformasjonskompresjon.
Hovedfordelen med disse elementene er muligheten for rask installasjon uten bruk av elektriske varmeovner eller åpen flamme. De er installert på anlegg hvor bruk av brennere med åpen flamme er forbudt, samt inne i ulike tanker, tanker og containere. Den resulterende forbindelsen er sterkere enn den som er laget med kompresjonsdeler.Ulempene med elementene inkluderer en høyere kostnad enn loddebeslag, og behovet for å bruke spesialutstyr under installasjonen - hydrauliske eller elektriske presser med et sett med tang med forskjellige profiler og diametre.
For montering av pressfittings du må bruke en elektrisk eller hydraulisk presse med et sett med tang med forskjellige diametre og former
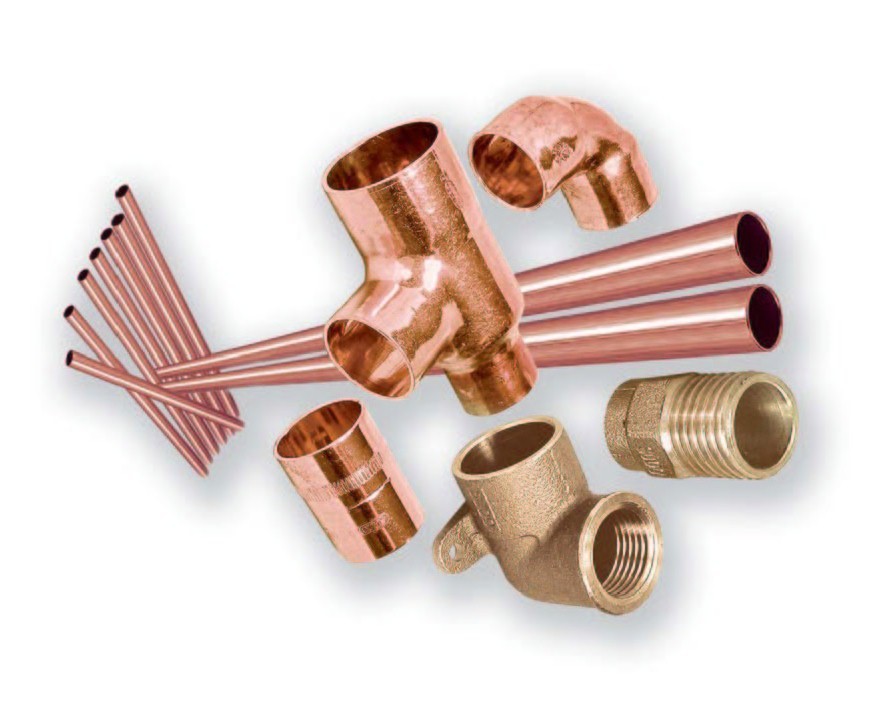
Typer monteringsprodukter
Forbindelseselementer laget av metall og plast produseres i samme modifikasjoner som stål- og plastprodukter:
- Rette koblinger. Den enkleste typen produkt for tilkobling av to rør med samme diameter.
- Overgangskoblinger. Produkter som brukes til å koble sammen rør av forskjellige seksjonsstørrelser.
- Firkanter. Beslag som lar deg koble sammen to rør i rette vinkler.
- Grener. Produkter som lar deg endre den relative plasseringen av rør fra 45 til 120 °.
- Kryss. Koblinger designet for å koble sammen fire rør i en vinkel på 90°.
- T-skjorter. Fittings som forbinder tre stykker rør, hvorav den ene er installert vinkelrett på de to andre.
- Plugger. Produkter designet for å lukke endedelen av et rør. De har en innvendig eller utvendig gjenge for å skru inn i et rør.
- Brystvorter. Fittings, som er produkter med utvendige gjenger i begge ender, ved hjelp av hvilke de kobles til andre deler av rørledningen.
- Futorki. Produkter som brukes til å koble rør til måleinstrumenter. De har en innvendig gjenge i den ene enden og en utvendig gjenge i den andre.
- Beslag. Elementer som gjør det mulig å koble et rør til prosessutstyr (kjele, kjele, filter, varmeveksler, kollektor).
- Driver.Brukes til å øke lengden på røret ved hjelp av en innvendig eller utvendig gjenge.
- amerikanere. Produkter som ligner sporer med en unionsmutter. De kan være rette og kantete, slik at du kan endre bevegelsesretningen til de tilkoblede rørene.

Alle oppførte beslagtyper har gjenger - utvendig, innvendig eller kombinert. I tillegg til dem er det også koblingselementer i ett stykke, samt produkter forbundet med sveising eller kapillærlodding.
Koblingselementene fra listen ovenfor er de mest populære typene beslag som brukes ved installasjon av rørledninger. Ved installasjon av mer komplekse og høyt spesialiserte ingeniørsystemer kan andre spesialbeslag brukes - låsemuttere, fat, forlengere og andre elementer.
Nyansene til montering og lodding av rør av alle diametre
Kobberrør og beslag for rørleggerarbeid er forbundet med gjenging eller lodding, den første metoden anses som enklere og mer tilgjengelig for ikke-profesjonelle. Arbeidet begynner med å tegne et koblingsskjema og telle opptakene; i mangel av erfaring anbefales det å gi en margin på 3-5 m.
Gjør-det-selv trinn-for-trinn-arbeid i 7 trinn
Gjør-det-selv kobberrørleggerarbeid med gjengede forbindelser monteres i følgende rekkefølge:
- Rørkutting.
- Filrengjøring av grader i avkuttet område, på rør med PVC-isolasjon rengjøres isolasjonslaget.
- Avfasing.
- Sette en unionsmutter og en hylse på røret.
- Forberede beslaget, parre det med mutteren og stramme koblingen (først for hånd, deretter med en skiftenøkkel).
- Tilkobling av stålrør (om nødvendig) ved bruk av overgangsbeslag, obligatorisk tetting av gjengede forbindelser.
- Lekkasje test.
Kobberrør og rørdeler for rørleggerarbeid må være riktig montert.
Kontroll av skjøtenes tilstand og korrekt montering
Monteringen av et kobbervannrør ved bruk av pressfittings anses som ganske pålitelig, kvaliteten på forseglingen avhenger av styrken til vridningen. Det anbefales å bruke spesielle pneumatiske eller hydrauliske tang for denne operasjonen. Ulempen med denne metoden er forringelsen av utseendet til vannrøret ved skjøtene, hvis utseendet spiller en avgjørende rolle, bør seksjonene kobles sammen ved lodding.









Lodding regnes som den mest pålitelige måten å koble kobberrør på. Handlingssekvensen er nesten den samme som monteringen med pressfittings: rørene er kuttet og forsiktig beskyttet mot grader
Det er viktig å tørke av produktene fra støv og rester av oksidfilmen (innvendig og utvendig). Deretter påføres en fluks på den ytre overflaten av røret, en beslag settes inn med et obligatorisk gap, skjøteområdet blir jevnt oppvarmet med en brenner eller blåselampe, når du velger det andre alternativet, bør overoppheting unngås. For å kontrollere at ønsket temperatur er nådd, er det nok å berøre loddet lett, hvis det smelter, er området allerede varmet opp
Etter det settes loddet inn i venstre gap og sømmen er forseglet
For å kontrollere at ønsket temperatur er nådd, er det nok å berøre loddet lett, hvis det smelter, er området allerede varmet opp. Etter det settes loddet inn i venstre gap og sømmen er forseglet.
En viktig nyanse av lodding: under oppvarming og tilkobling må delen av den fremtidige rørledningen forbli ubevegelig.Eventuelle anstrengelser og bevegelser er kun tillatt etter loddekrystallisering. På slutten av monteringen må systemet vaskes fra flussrester.
SE PÅ VIDEO
Oppvarmede produkter er enkle å bøye; spesielle fjærer brukes for å gi ønsket form samtidig som seksjonen opprettholdes. Det optimale utstyret for å produsere bøyde elementer er en spesiell rørbøyer; kjøp av det er tilrådelig for store mengder arbeid. Seksjonene som er satt sammen ved å lodde systemet ser penere ut enn de som er bøyd når de er gjenget. Men til tross for de åpenbare fordelene og påliteligheten til denne metoden, utføres ikke lodding på eksplosive steder på grunn av åpne flammer. Brannsikkerhetstiltak er obligatoriske. Kobberrør og VVS-armaturer er mye brukt i konstruksjon.
Spesifikasjoner
Karakteren av ikke-jernholdig metall har en betydelig innvirkning på de tekniske egenskapene til rullet rør fra dette materialet. I utgangspunktet er vannrør av kobber laget av rent kobber. Ved produksjon av valsede produkter brukes også legeringer av dette metallet. De inneholder legeringskomponenter i en liten mengde.
Prosentandelen av spesifikke urenheter i kobber påvirker driftsforholdene, mekaniske og teknologiske egenskaper til rør. Elastisiteten og styrken til ikke-jernholdig metall øker med tilsetning av sink, bly, jern og tinn.
Legeringens motstand mot korrosjon økes ved hjelp av fosfor. Den mekaniske motstanden til kobber økes av beryllium og aluminium. Valsede stålprodusenter bruker mangan for å redusere virkningen av uønskede urenheter på materialet.
Rørklassifisering
Kobberrør varierer i diameter.Kommunikasjonsgjennomstrømningen avhenger av størrelsen på seksjonen. Standardområdet for rørdiametre varierer fra 1/4" til 2". Inne i boligen brukes hovedsakelig rørledninger av følgende størrelser:
- 1/2" - for dusj og badekar;
- 3/8″ - for kjøkkenkran og servant;
- 1/4" - for tilkobling av toalett, bidet og ismaskin.
 Kobber VVS-rør i dusjen.
Kobber VVS-rør i dusjen.
Produsenter produserer to typer kobberrør:
- Glødede produkter er myke produkter som er behandlet med en høy temperatur på 550-650 °C. Utglødning varer 60-90 minutter, deretter avkjøles de oppvarmede arbeidsstykkene gradvis. Prosessen gjør det mulig å få til fleksible rør som er motstandsdyktige mot høyt trykk, plutselige temperaturendringer og fuktige omgivelser.
- Uglødde produkter er stive produkter med høyere styrke, men mindre elastisitet.
Det er mulig å kjøpe valsede produkter i spesialisolasjon med PVC-kappe. Det dannes ikke kondens på overflaten av denne typen produkter.
Produserte kobberrør er også forskjellige i veggtykkelse. Bruksområdet for valsede produkter avhenger av parameteren, siden denne egenskapen påvirker det høyeste arbeidstrykket i systemet.
Tykkveggede produkter med bokstaven "K" brukes til input og i brannvernnettverk. Ofte legges produkter med tykke vegger i bakken. Kompresjonsbeslag brukes ofte til å koble sammen individuelle seksjoner av slik rørrulling.
Tynnveggede produkter med bokstaven "M" brukes til å lage husholdningsnettverk, men har et stort antall begrensninger. Oftest, når du installerer rørleggersystemer, brukes rør merket "L".
Reguleringskrav
Produkter med tykke vegger, produsert ved pressing og bruk av kald deformasjon, må være i samsvar med spesifikasjonene reflektert i GOST 617-2006. Tegnet tynnvegget rør er produsert i samsvar med GOST 11383-75.
Kjente og ansvarlige produsenter produserer høypresisjonsprodukter. Dens egenskaper tilsvarer GOST 26877-2008. Under produksjonen av kobberrør brukes legeringer og primært kobber, i samsvar med kravene i GOST 859-2001.
Montering av kobberrør for vannforsyning
Før du starter arbeidet, må du tegne et diagram over den fremtidige rørleggerkonstruksjonen og på grunnlag av dette beregne opptakene til rullet rør og antall koblingselementer (presskoblinger, T-stykker, bend, adaptere, etc.).
Nødvendig verktøy og materialer
For å utføre installasjonen av rørvalset kobberlegering, må du forberede et sett med verktøy som består av:
- Hacksager for metall- eller rørkutter.
- Tang.
- Manuell kalibrator.
- Skiftnøkler eller en gassbrenner (for oppvarming av rørseksjonen ved tilkobling av deler ved lodding).
- Fil.
For sammenføyning av rørseksjoner, avhengig av valgt tilkoblingsmetode, vil følgende materialer være nødvendig:
- Tilpasning.
- FUM - tape for tetting av skjøter av avtakbare beslag.
- Lodde og flussmiddel (ved loddeprodukter).
Forebyggende tiltak
Lodding av kobberprodukter utføres når de varmes opp til høye temperaturer, så når du arbeider, er det nødvendig å bruke verneklær og bruke et brannskjold. Det er nødvendig å fjerne gummi- eller plastfletter fra delene som skal sammenføyes i kontaktsonen. Ventilen som skal monteres må skrus ut slik at tetningsringene ikke smelter.










Ved lodding av kobberprodukter i et allerede installert rørledningssystem, bør alle stengeventiler åpnes slik at trykknivået i rørene ikke overstiger de tillatte verdiene på grunn av oppvarming av enkelte seksjoner.
Arbeids prosess
Dokking av rørsegmenter ved hjelp av beslag utføres i følgende sekvens:
- Kutt rørseksjoner til ønsket størrelse.
- Hvis vannforsyningen er satt sammen av kobberrør med PVC-isolasjon, bør dette laget fjernes i endene av produktene.
- Rengjør kuttlinjen med en gradfil.
- Fjern skråkanten.
- Sett på den forberedte delen vekselvis unionsmutteren og kompresjonsringen.
- Koble beslaget til mutteren og stram gjengene først for hånd og deretter med en skiftenøkkel.
- På steder hvor det monteres overgangsbeslag fra kobberrør til stålrør, sikres tettheten til skjøtene ved bruk av FUM - tape.
Når du kobler til rør ved lodding med egne hender, må du følge forholdsreglene beskrevet ovenfor og ha visse ferdigheter. Forberedelsesprosessen og selve loddingen inkluderer følgende trinn:
- Skjæring av nødvendige lengder av rør med en rørkutter eller en baufil.
- Fjerning av det varmeisolerende laget (hvis noen) og de resulterende grader i endene.
- Fjerning av oksidfilmen i loddesonen med et fint slipende sandpapir.
- Passende sliping.
- Smøring av den ytre overflaten av deler med fluss.
- Sett enden av røret inn i beslaget på en slik måte at det forblir et gap på ikke mer enn 0,4 mm mellom delene.
- Oppvarming av kontaktsonen til gassbrennerelementene (bildet nedenfor).
- Sett inn loddetinn i gapet mellom beslaget og enden av kobberrøret.
- Lodde søm.
- Skylling av systemet fra flukspartikler.
Prosessen med å lodde kobberrørsvalsede produkter kan sees på videoen:
Monteringsfunksjoner
Montering ved lodding danner koblinger i ett stykke som ikke trenger vedlikehold og anses som de mest pålitelige i drift. Men for å lodde kobberrørleggerarbeid må du ha tilstrekkelig erfaring med denne type arbeid og relevant kunnskap. Nybegynnere kan bruke følgende anbefalinger:
- Rengjøring av kobberprodukter bør ikke gjøres med slipende rengjøringsmidler, grovt sandpapir eller stålbørste, da de vil ripe opp kobberet. Dype riper på overflaten forstyrrer loddeforbindelsen.
- Flux er et ganske aggressivt stoff med høy kjemisk aktivitet. Påfør den i et tynt lag med en børste. Hvis det er overskudd på overflaten, på slutten av prosessen med å sammenføye delene, må de fjernes umiddelbart.
- Kontaktsonen bør varmes opp tilstrekkelig, men ikke for mye, for å forhindre at metallet smelter. Selve loddetinn skal ikke varmes opp. Den skal påføres den oppvarmede overflaten av delen - hvis den begynner å smelte, kan du begynne å lodde.
- Det er nødvendig å bøye rørene for å unngå bretter og vridninger.
- Installasjon av kobberprodukter bør utføres foran aluminiums- eller stålseksjoner i vannstrømmens retning for å forhindre rask korrosjon av sistnevnte.
- For overgang fra kobberrør til seksjoner av andre metaller anbefales det å bruke beslag laget av messing, bronse eller rustfritt stål.



