- Velge et sted og metode for å installere en radiator
- Metoder for sirkulasjon av kjølevæske
- 5 Myter og fakta om kobberrør for vannforsyning
- Merking og kostnad
- Metode #2: Grooving (Roll Groove)
- Forberede og lage en riflet sporforbindelse
- Tester det komplette riflede systemet
- Verktøy du trenger
- Varianter av kobberprodukter
- Alternativer for sammenføyning av rør laget av kobber
- Sveiseskjøt
- Fakkelkobling
- Trykk på tilkoblingsmetode
- Trådtype tilkoblinger
- Selvmontering
- Klassifisering etter produksjonsmaterialer
- Varianter av kobberprodukter
- Etter avtale
- I henhold til produksjonsmetoden
- Etter seksjonsform
- I henhold til hardhetsgraden
- Viklingstyper
Velge et sted og metode for å installere en radiator
Alternativene for tilkobling av varmeradiatorer avhenger av det generelle oppvarmingsskjemaet i huset, designfunksjonene til varmeovnene og metoden for å legge rør. Følgende metoder for tilkobling av varmeradiatorer er vanlige:
- Lateral (ensidig). Innløps- og utløpsrørene er koblet på samme side, mens tilførselen er plassert på toppen. Standardmetoden for bygninger med flere etasjer, når tilførselen er fra stigerøret. Når det gjelder effektivitet, er denne metoden ikke dårligere enn den diagonale.
- Nedre.På denne måten kobles bimetallradiatorer med bunntilkobling eller stålradiator med bunntilkobling. Tilførsels- og returrørene kobles nedenfra på venstre eller høyre side av enheten og kobles gjennom den nedre radiatorkoblingsenheten med unionsmutre og stengeventiler. Overfallsmutteren skrus fast på det nedre radiatorrøret. Fordelen med denne metoden er plasseringen av hovedrørene skjult i gulvet, og varmeradiatorer med bunnforbindelse passer harmonisk inn i interiøret og kan installeres i smale nisjer.
- Diagonal. Kjølevæsken kommer inn gjennom det øvre innløpet, og returen kobles fra motsatt side til det nedre utløpet. Den optimale tilkoblingstypen, gir jevn oppvarming av hele batteriets område. På denne måten kobler du til varmebatteriet, hvis lengde overstiger 1 meter. Varmetap overstiger ikke 2 %.
- Sal. Tilførsel og retur er koblet til bunnhullene på motsatte sider. Den brukes hovedsakelig i enkeltrørsystemer når ingen annen metode er mulig. Varmetap som følge av dårlig sirkulasjon av kjølevæsken i den øvre delen av enheten når 15%.
SE PÅ VIDEO
Når du velger et sted for installasjon, tas det hensyn til flere faktorer for å sikre riktig drift av varmeenheter. Installasjonen utføres på de stedene som er minst beskyttet mot inntrengning av kald luft, under vindusåpninger. Det anbefales å installere et batteri under hvert vindu. Minimumsavstanden fra veggen er 3-5 cm, fra gulvet og vinduskarmen - 10-15 cm. Med mindre hull forverres konveksjonen og batteristrømmen faller.
Typiske feil ved valg av installasjonssted:
- Plass for montering av reguleringsventiler er ikke tatt hensyn til.
- En liten avstand til gulvet og vinduskarmen forhindrer riktig luftsirkulasjon, som et resultat av at varmeoverføringen reduseres og rommet ikke varmes opp til den innstilte temperaturen.
- I stedet for flere batterier plassert under hvert vindu og skaper en termisk gardin, velges en lang radiator.
- Montering av dekorative rister, paneler som hindrer normal spredning av varme.
Metoder for sirkulasjon av kjølevæske
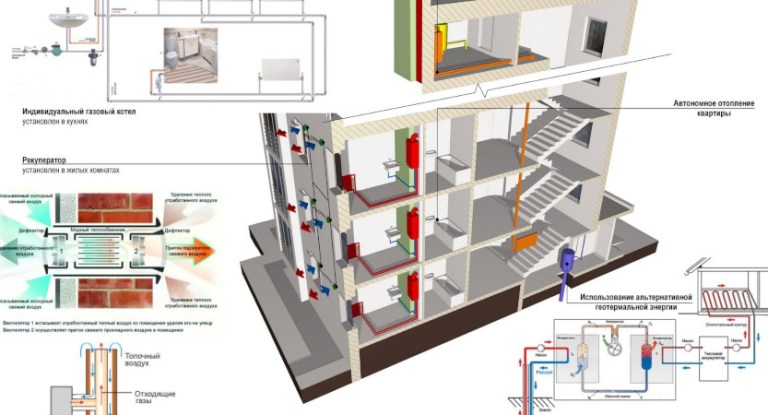
Sirkulasjonen av kjølevæsken gjennom rørledninger skjer på en naturlig eller tvungen måte. Den naturlige (gravitasjons)metoden innebærer ikke bruk av tilleggsutstyr. Kjølevæsken beveger seg på grunn av en endring i væskens egenskaper som følge av oppvarming. Den varme kjølevæsken som kommer inn i batteriet, avkjøles, får en større tetthet og masse, hvoretter den faller ned, og en varmere kjølevæske kommer inn i stedet. Kaldt vann fra returen strømmer ved tyngdekraften inn i kjelen og fortrenger den allerede oppvarmede væsken. For normal drift installeres rørledningen i en helning på minst 0,5 cm per lineær meter.
Ordning for kjølevæskesirkulasjon i systemet ved hjelp av pumpeutstyr
For tvungen tilførsel av kjølevæske er installasjon av en eller flere sirkulasjonspumper obligatorisk. Pumpen monteres på returrøret foran kjelen. Driften av oppvarming i dette tilfellet avhenger av strømforsyningen, men det har betydelige fordeler:
- Bruk av rør med liten diameter er tillatt.
- Hovednettet er installert i hvilken som helst posisjon, vertikalt eller horisontalt.
- Mindre kjølevæske kreves.
5 Myter og fakta om kobberrør for vannforsyning
VVS kobberrør har utstyrt med en rekke mangler fra kategorien myter, på grunn av konkurranse og manglende bevissthet.
1. Høye kostnader for kobberrørledning. Denne ideen ble dannet takket være den aggressive reklamen for plastrør. Kobberrør er faktisk 2–3 ganger dyrere enn plastrør, men beslag laget av kobber koster 30–50 ganger mindre enn de som er laget av polymerer. Gitt at installasjonsmetodene til rørledningen kan brukes på samme måte, er kostnadene ved å installere systemer fra disse materialene omtrent like. Som et resultat er kostnaden for den ferdige rørledningen svært avhengig av topologien til systemet.
Ved lange og uforgrenede nettverk (for eksempel hoved) er plastrørledninger mye billigere. Ved bruk av dyre, gode plaster, som er designet for høye nivåer av klorering, men som ikke er tilgjengelig på det russiske markedet, vil polymersystemer selvsagt være dyrere. Kobberrør kan monteres uten bruk av beslag, noe som gjør det billigere. Og gitt holdbarheten og den høye påliteligheten til kobbersystemer, er kostnadene for deres drift en størrelsesorden lavere enn plastiske. Ved avhending av den brukte kobberrørledningen, returneres de brukte midlene.
2. Kobber er giftig. Helt ubegrunnet påstand. Giftige er bare spesielle kobberforbindelser produsert av industrien (fargestoffer, blåvitriol, andre) og som ikke dannes naturlig i rørledningen. Oksydene av dette metallet, som hovedsakelig er en beskyttende film (patina) på overflaten, er ikke giftige.Tvert imot har de og kobber i seg selv en mild bakteriedrepende og bakteriostatisk effekt, som ved bruk av vann fra en slik rørledning sikrer høy smittsom sikkerhet.
3. Klor. Dette stoffet i sin rene form er et veldig sterkt oksidasjonsmiddel, forbudt for transport gjennom kobberrør. Påvirkningen av klorforbindelser, inkludert de som brukes til vanndesinfeksjon, tolererer kobber helt smertefritt. Tvert imot akselererer interaksjon med disse stoffene dannelsen av en beskyttende bane på kobberoverflaten. Derfor, i USA, under den teknologiske spylingen av en ny rørledning, utføres hyperklorering for raskt å oppnå et beskyttende lag.
"Klorproblemet" begynte med kobber med introduksjonen av plastrør til rørleggermarkedet. Dette skyldes det faktum at selv klorforbindelser som brukes til å desinfisere vann har en ganske skadelig effekt på de fleste plaster. Og den gyldne regelen for vellykket markedsføring, som du vet, sier: "Skift skylden din til en konkurrent - la ham rettferdiggjøre seg selv."
4. Vandrende strømmer. Dette er strømmene som går i jorden når den brukes som ledende medium. I dette tilfellet fører de til korrosjon av metallgjenstander i bakken. I denne forbindelse har strøstrømmer ingenting å gjøre med kobberrør, som for det meste er interne.
Det er forbudt å bruke både kobber- og stålsystemer som hovedjordelektrode. Hvis denne regelen overholdes strengt, vil det ikke oppstå elektriske problemer (inkludert strøstrømmer). Jording, som opererer i nødmodus, passerer bare kortvarig strøm, som ikke vil skade rørledningen.Problemer oppstår bare når de grunnleggende reglene for design og drift av elektriske installasjoner brytes.
Merking og kostnad
Rør for oppvarming er laget, merket i henhold til GOSTs. For eksempel er produkter med en veggtykkelse på 0,8–10 mm produsert i henhold til GOST 617-90-standarder. En annen betegnelse gjelder renheten av kobber, regulert av GOST 859-2001. Samtidig er merkene M1, M1p, M2, M2p, M3, M3 tillatt.










I henhold til merkingen, som er angitt på de produserte produktene, kan du finne ut følgende informasjon:
- tverrsnittsform. Angitt med bokstavene KR.
- Lengde - denne indikatoren har forskjellige markeringer. BT - bay, MD - dimensjonal, KD - flerdimensjonal.
- Fremgangsmåten for å produsere produktet. Hvis elementet er sveiset, er det angitt bokstaven C. Bokstaven D er plassert på tegnede produkter.
- Spesielle betjeningsfunksjoner. For eksempel er økte tekniske egenskaper indikert med bokstaven P. Høy plastisitetsindeks - PP, økt kuttnøyaktighet - PU, nøyaktighet - PS, styrke - PT.
- Produksjonspresisjon. Standardindikatoren er indikert med bokstaven H, økt - P.
For visuelt å forstå hvordan du leser merkingen, må du forstå et enkelt eksempel - DKRNM50x3.0x3100. Dekryptering:
- Den er laget av rent kobber, utpekt av M1-merket.
- Produktet er elastisk.
- Formen er rund.
- Myk.
- Utvendig diameter - 50 mm.
- Veggtykkelse - 3 mm.
- Lengden på produktet er 3100 mm.
Europeiske produsenter bruker et spesielt merkesystem DIN 1412. De bruker betegnelsen EN-1057 på elementene i vannforsyning og varmesystemer.Det inkluderer nummeret på standarden som rørene er laget i henhold til, et ekstra element inkludert i sammensetningen - fosfor. Det er nødvendig for å øke motstanden mot rust.
Kobberrør i en fabrikk
Metode #2: Grooving (Roll Groove)
Rørledninger skapt av en forbindelse med enderiller (knurling grooves) har vært praktisert i lang tid ved konstruksjon av sprinkler (vannings) brannsystemer. Siden 1925 har denne fullstendig pålitelige metoden for tilkobling av rør blitt brukt på stål- og jernrørledninger for oppvarming, ventilasjon, klimaanlegg og andre systemer.
I mellomtiden er en lignende riflet mekanisk tilkoblingsmetode også tilgjengelig for kobberrør med en diameter på 50 mm til 200 mm. Det riflede mekaniske koblingssettet inneholder:
- koblinger,
- pakninger,
- ulike beslag.
Det mekaniske riflesystemet tilbyr et praktisk alternativ til lodding av kobberrør med større diameter. Følgelig krever ikke spormetoden ytterligere oppvarming (ved bruk av åpen flamme), som ved lodding eller myk lodding.
Det riflede sporet på enden av kobberrøret er et av hovedelementene i koblingsmetoden med riflet spor. Måling etter rulling bestemmer passende beslag
Sporforbindelse er basert på duktilitetsegenskapene til kobber og den økte styrken til dette metallet under kaldbearbeiding. Designet innebærer forsegling av klemsystemet, hvor det brukes en syntetisk elastomer pakning (EPDM - Ethylene Propylene Diene Methylene) og en spesialdesignet klemme.En rekke produsenter over hele verden tilbyr verktøy for å lage riflede ledd - pakninger, klemmer, beslag.
Beslag av forskjellige størrelser og arbeidsklemmer med pakninger brukes i utformingen av koblinger laget med riflet spormetode
Forberede og lage en riflet sporforbindelse
Som med andre loddefrie kobbersammenføyningsprosesser, er riktig forberedelse av rørenden av primær betydning for å skape en sterk, lekkasjetett sveis. Riktig valg av rifleverktøy for hver type kobberrør er også åpenbart. Produsentens anbefalinger må følges for å sikre sikker, problemfri klargjøring av denne typen tilkoblinger.
Tabell over tillatte trykk og temperaturer for denne typen tilkobling
| Tilkoblingstype | Trykkområde, kPa | Temperaturområde, ºC |
| Spor, D = 50,8 - 203,2 mm, type K, L | 0 — 2065 | minus 35 / pluss 120 for K minus 30 / pluss 80 for L |
| Rullespor, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm type M | 0 — 1725 | minus 35 / pluss 120 |
| 0 — 1375 | minus 30 / pluss 80 |
Trinn-for-trinn prosess for å sette sammen en knute med riflede spor:
- Kutt til enden av kobberrørene nøyaktig vinkelrett på aksen.
- Fjern grader etter kutting og fasing.
- Rull sporene til ønskede dimensjoner som kreves av beslagprodusenten.
- Inspiser beslag, pakninger, klemmer for skader.
- Smør pakninger i henhold til produsentens anbefalinger.
Før sluttmontering, inspiser klemmeflatene for renslighet og rusk. Sett sammen blandingen i henhold til produsentens anbefalinger.
Praktisk sett sammensatt fragment av noden ved bruk av "knurling groove"-metoden.De elastiske pakningene til klemmebraketten behandles med en liten mengde smøremiddel før den endelige festingen av kobberrørene.
Klemmutrene skal til slutt strammes til det nødvendige momentet i henhold til produsentens anbefalinger. Etter at skruene er strammet, bør klemområdet undersøkes på nytt for å sikre at enheten er riktig montert.
Tester det komplette riflede systemet
Testing av et komplett rørsystem kan utføres ved å påføre luft- eller vanntrykk på systemet. Den hydropneumatiske metoden er heller ikke utelukket når et relativt høyt prøvetrykk påføres.
Det bør imidlertid tas i betraktning at verdien av testtrykket ikke bør overstige det maksimalt tillatte arbeidstrykket spesifisert av produsenten av det riflede sporsystemet.
Verktøy du trenger
For å utføre en kompetent installasjon må du ha følgende verktøy:
- Rørkutter - må velges ut fra spesifikk type rørtverrsnitt. Kan være mekanisk eller manuell;
- Sander - kan godt erstattes med sandpapir;
- Gassbrenner for lodding av kobberrør eller loddebolt med fluss og loddetinn.
Arbeidet starter med å utarbeide en plan for varmesystemet med obligatorisk utpeking av steder hvor batterier planlegges installert. Neste trinn er å kutte røret i kuttede lengder. Det bør huskes at endene må være strengt vinkelrett. De kuttede prøvene må være fri for grader. Fugene skal rengjøres med finkornet sandpapir.










En fluss påføres den rensede enden av røret, hvoretter den (enden) føres inn i radiatoren eller beslaget til det stopper.Etter det påføres loddetinn på skjøten for lodding av kobbervarmerør. Sammenkoblingsdelene ved krysset varmes opp med en gassbrenner. Det må utvises forsiktighet for å sikre at flammen ikke berører loddetinn. Men samtidig må det smelte for å fylle hullene mellom beslaget og røret.
Varianter av kobberprodukter
Det er flere klassifiseringer av kobberrør. La oss vurdere noen av dem. I henhold til produksjonsmetoden skilles produktene ut:
- Uglødet. De er laget av rent metall ved stempling eller rulling. De er preget av høy strekkfasthet, som er omtrent 450 MPa. I dette tilfellet reduseres metallets duktilitet, noe som skaper visse begrensninger på bruken av deler.
- Glødet. De er forskjellige i spesiell prosesseringsteknologi. Rørene varmes opp til 700C og avkjøles deretter gradvis. Som et resultat mister produktene noe sin styrke, men blir mer duktile. Slike rør strekker seg perfekt, like før pausen kan lengden på elementet øke en og en halv ganger. Glødede produkter er mykere, noe som forenkler installasjonen.
Formen på seksjonen skiller mellom runde og rektangulære elementer. Sistnevnte utmerker seg med en høyere kostnad, noe som skyldes kompleksiteten i produksjonen. De brukes til produksjon av ledere i statorviklinger av elektrisk utstyr avkjølt med en væskemetode. Standardstørrelser på uisolerte kobberprodukter når det gjelder ytre diameter varierer fra 12 til 267 mm. I tillegg kan hver av standardstørrelsene ha en annen veggtykkelse, som er i området fra 0,6 til 3 mm. For gassforsyning brukes produkter med en minimumstykkelse på 1 mm.I rørleggerarbeid er de mest brukte størrelsene 22, 18, 15, 12 x 1 mm, 52 x 2 mm og 42, 35, 28 x 1,5 mm.
Glødede kobberrør mister en viss styrke, men får spesiell plastisitet og mykhet, noe som letter installasjonsprosessen.
GOST 52318-2005 regulerer produksjonen av kobberdeler i tre typer, forskjellig i hardhetsgrad, operasjonelle og mekaniske egenskaper:
- Myk. Betegnes M eller W, foreldet r eller F22. Tåler ekspansjon uten sprekker og brudd i prosessen med å øke den ytre diameteren med 25%. Kan utsettes for bøyning og monteringsfri kaldkobling. Produktene brukes til tilrettelegging av varme- og vannforsyningsanlegg med bjelkefordeling av rør til varme- og VVS-armaturer, samt til varmepumper, gulv- og panelvarme.
- Halvsolid. Merking P eller HH, foreldet versjon z. Deler tåler utvidelse i prosessen med å øke diameteren på røret med 15%. Mindre duktilitet enn myke produkter krever bruk av varme for en monteringsfri tilkobling. For bøying trenger du en rørbøyer.
- Fast. Betegnelse T eller H, foreldet z6 eller F30. Under installasjonen skjer utvidelsen av røret bare under oppvarmingsprosessen. En rørbøyer brukes til å bøye delen. Solide, så vel som halvsolide, elementer brukes til å arrangere motorveier uten hyppige endringer i bevegelsesretning og svinger. I tillegg brukes slike produkter til rørledninger som krever økt mekanisk styrke.
Noen produsenter produserer spesielle rør med tilleggsalternativer som er etterspurt for varme- og vannforsyningssystemer:
- Isolert med en tynnvegget kappe av polyetylen, hvis tykkelse er 2-2,5 mm. Materialet er motstandsdyktig mot kjemisk og mekanisk påkjenning, påført rør med en diameter på 12 til 54 mm. Mantelen reduserer varmetap i varmesystemer og forhindrer dannelse av kondensat på kaldtvannsrør.
- Med beskyttende isolasjon 2,5 til 3 mm tykk. Innsiden av polyetylenskallet er utstyrt med små langsgående tenner som danner luftkanaler. Dermed forbedres de termiske isolasjonsegenskapene, og det blir mulig å utføre termisk utvidelse av det monolittiske røret med temperatursvingninger.
- Med termisk isolasjonsskall laget av skummaterialer: syntetisk gummi, polyetylenskum, mykt polyuretanskum, etc. Bredden på isolasjonslaget kan overstige 30 mm. Skallet brukes til å redusere høy varmeoverføring i varmtvann og varmesystemer.
Om nødvendig kan du kjøpe spesielle deler for skjerming og termisk isolasjon av installerte rørledninger.
Beslag brukes til å koble kobberdeler. Utvalget deres er veldig bredt. De er forskjellige i form og er designet for å lage ulike typer tilkoblinger.
Alternativer for sammenføyning av rør laget av kobber
Ved montering av varme brukes ulike installasjonsmetoder. Så dokking av kobberrør utføres ved en sammenleggbar og ikke-sammenleggbar metode. I det første tilfellet brukes flenser, gjengede festemidler, beslag, som festes automatisk.Ved utforming av et ikke-separerbart varmesystem brukes pressing, lodding og sveising.
Sveiseskjøt
La oss ta en titt på prosessen med sveising av kobberrør. Denne dokkingteknikken brukes på rør med en diameter på 108 mm eller mer. Veggtykkelsen på varmematerialet må være minst 1,5 mm. For å utføre sveisearbeid, i dette tilfellet, er det bare nødvendig å støte, mens den riktige temperaturen skal være 1084 grader. Det er verdt å legge til at dette alternativet for installasjon av oppvarming ikke anbefales å gjøres for hånd.
Til dags dato bruker byggere flere typer sveising:
- Gassveising med brennere av typen oksy-acetylen.
- Sveising med forbrukselektroder, utført i et inertgassmiljø - argon eller helium.
- Sveising der ikke-forbrukbare elektroder brukes.
I de fleste tilfeller brukes buesveisemetoden for å skjøte kobberelementer. Hvis rørene som er planlagt brukt til å montere rørledningen er laget av rent kobber, er det nødvendig å bruke ikke-smeltbare wolframelektroder i et argon-, nitrogen- eller heliummiljø. Ved sveising av kobberelementer må prosessen være rask. Dette vil forhindre dannelsen av forskjellige oksidasjoner på metallbasen til røret.
Sveiseskjøt av kobberrør
For å gi styrke til en slik forbindelse, etter endt dokkingsarbeid, anbefales det å utføre ytterligere smiing av de resulterende skjøtene.
Fakkelkobling
Det hender at bruken av sveisebrennere under installasjonen av varmesystemer skaper noen ulemper. I dette tilfellet anbefales det å ty til fakling av kobberrørskjøter.Denne installasjonsmetoden vil vise seg å være avtakbar, noe som vil spille en positiv rolle i tilfelle en tvungen oppvarmingsmontering.
En operasjon av denne typen vil kreve obligatorisk tilstedeværelse av en fakkelanordning. Vi vil prøve å beskrive i detalj hvordan du kobler varmerør ved fakling:
- til å begynne med rengjøres tuppen av røret for å fjerne riper og grader som dannes under sagingen av materialet fra overflaten;
- en kobling er festet på røret;
- deretter settes røret inn i en klemanordning, ved hjelp av hvilken ytterligere utvidelse utføres;
- deretter bør du begynne å stramme skruen til verktøyet til vinkelen på enden av røret når 45 grader;
- etter at rørområdet er klart for tilkobling, bør en kopling bringes til det og mutrene skal strammes.
Du kan lære mer om prosessen i videoen nedenfor.










Trykk på tilkoblingsmetode
I tillegg til alle de ovennevnte metodene for å installere varmerør, er det også en pressemetode. For å koble sammen kobberelementene i dette tilfellet, er det nødvendig å sette inn den tidligere forberedte enden av røret inn i koblingen til den stopper. Etter dette vil det være nødvendig å bruke en hydraulisk eller manuell presse, gjennom hvilken rørene skal festes.
Hvis oppvarmingen planlegges satt sammen fra tykkveggede rør, vil pressfittings med spesielle trykkhylser være nødvendig. Disse elementene gjør det mulig å komprimere rør og beslag for oppvarming fra innsiden, mens eksterne tetninger vil gi utmerket tetthet av strukturen.
Trådtype tilkoblinger
Dessverre er det umulig å finne kobberrør med gjengede koblinger på markedet, og derfor er det vanlig å bruke beslag som har en unionsmutter for å skjøte deler av et varmesystem.
For sammenføyning av kobberrør med rør laget av andre materialer, brukes gjengede beslag av bronse eller messing. Bruken deres eliminerer muligheten for galvanisk korrosjon. I tilfelle rørene er forskjellige i diameter, ty til hjelp av spesielle utvidere.
Med tanke på typene tetninger som brukes i dag for kobbervarmesystemer, er det to typer gjengede forbindelser:
- Konsolideringer av konisk type ("amerikansk"). Disse elementene anbefales for varmeinstallasjon under forhold med høytemperaturindikatorer.
- Flat type tilkoblinger. Slike materialer inkluderer i deres design tetninger laget av polymermaterialer i forskjellige farger. Pakninger er malt i forskjellige farger for å indikere temperaturene du kan jobbe med slike elementer ved.
Tilkoblingsskjema for kobberrør
Selvmontering
Installasjon av rørledningen ved hjelp av kobberrør er ganske mulig med egne hender. For å gjøre dette, bruk en gassbrenner og loddetinn, som er av to typer - hard og myk. Hardlodning brukes til høytemperaturlodding i kommunikasjon for vannforsyning, gass og oppvarming. Myk - for lodding ved lavere temperaturer under hjemlige forhold.

- børsting og sliping av innsiden av skjøten;
- påføring av flusspasta innvendig og utvendig;
- oppvarming av tilkoblingspunktet med en gassbrenner.
Dra nytte av disse tipsene. Ikke fjern grader etter å ha trimmet kantene på rørene med sandpapir. En av endene på rørene må utvides med en rørekspander slik at de passer inn i hverandre
Når du påfører flusspastaen, sørg for at det ikke er for mye av den, og at den ikke kommer inn i lumen på røret ved lodding.
Det er viktig å ikke overopphete krysset, 15-20 sekunder er nok for å få effekten. Oppvarmingen stoppes når fluksen får en sølvfarge.
Før du starter det ferdige systemet, er det tilrådelig å skylle det med et stort vanntrykk for å fjerne alle partikler fra installasjonsprosessen.
Arbeid med åpen ild krever sikkerhetstiltak. Liv og helse er verdt å ta vare på under disse arbeidene.
Kobberrørledninger, på grunn av deres utmerkede egenskaper, har vist seg å være et pålitelig alternativ for et varmesystem, sammen med muligheten for varmt og kaldt vann.
Klassifisering etter produksjonsmaterialer
Valget av materiale avhenger av driftsbelastningene - trykk, væskestrøm, (noen ganger også på tettheten), samt nivået av hydraulisk motstand. Tross alt er en beslag en ekstra flytbarriere forårsaket av forskjellige tilstøtende elementer - pakninger og designfunksjoner til selve produktet - tilstedeværelsen av tidevann, avsatser, krumningsradier, overgangsseksjoner, etc.
Materialene som anbefales for fremstilling av de aktuelle delene er også valgt under hensyntagen til produksjonsevnen til produksjonen:
- Støpejern. Støpejern med nodulær grafitt (VCh100 karakterer) brukes oftere, som har tilstrekkelig styrke og tilfredsstillende duktilitet. Ganske ofte er det adaptere laget av formbare støpejernskvaliteter SCH30 eller SCH35, samt duktiljernskvaliteter KCh35-10 eller KCh 37-12. I noen tilfeller er ferdige produkter galvanisert for å forbedre presentasjonen.
- Stål.For det meste brukes rustfritt stålkvalitet 08X18H10, så vel som utenlandske motstykker. Andre merker brukes i systemer designet for pumping av etsende medier ved høye temperaturer, som er forurenset med slipende partikler. Her brukes stål type 45X. 40HN. 40HNM og lignende.
- Messing. Når de bruker plastisk deformasjonsteknologi, blir de styrt av merkene av deformerbar messing: vanlig fra L70, multikomponent - LA-77-2, LN 65-5. Fra støping av messing - LTs40S, LTs25S2, etc.
- Metall-plast basert på deformerbar aluminium og polyetylenkvaliteter PE-X eller PE-RT.
- Lavtrykkspolyetylen (HDPE). Ved lave driftsbelastninger brukes polymerer, produsert i henhold til de tekniske kravene i GOST 16338-85.

Fittings for HDPE-rør: typer fittings og muligheter for tilkobling av rørledninger I konstruksjon brukes rørledninger laget av HDPE i økende grad. Derfor øker også etterspørselen etter armeringselementer. Med deres hjelp blir rørinstallasjonen enkel og rask ...










Varianter av kobberprodukter
For øyeblikket finnes det flere varianter av kobberrør. Nedenfor er de viktigste.
Etter avtale
Følgende rør brukes til det tiltenkte formålet:
- for møbler - laget av krom - 25 mm;
- for kommersielt utstyr - et ovalt produkt - 25 mm;
- ved fremstilling av møbelstøtter - 50 mm (bar);
- for kjøkkenrommet - 50 og 26 mm (rekkverk og bar).
Ved fremstilling av møbler brukes møbelforkrommet rør. Den brukes i hovedmøbelstrukturen - som en metallstang. I motsetning til rund, har den et rektangulært tverrsnitt. Den mest brukte profilen er 40*100, 40*80, 50*50.
Den installeres bare på en flat overflate, og brukes også i reparasjoner og i bilfabrikker - når du lager en sterk ramme.
I henhold til produksjonsmetoden
Avhengig av produksjonsmetoden brukes slike kobberrør som:
Uglødet kobberrør. Den er laget av rent metall ved hjelp av stempling.
Den har høy strekkfasthet. I dette tilfellet blir metallet mindre duktilt, hvoretter det er noen begrensninger på bruken av et slikt rør.
Glødde kobberrør er av plast, denne kvaliteten letter installasjonsprosessen
Glødet kobberrør. Den går gjennom en spesiell prosesseringsteknologi. Den varmes opp til 700 grader Celsius og kjøles deretter ned. I dette tilfellet blir rørledningselementene mindre sterke, men mer fleksible.
I tillegg strekker de seg godt - før de brytes, øker lengden med 1,5 ganger.
Glødede rørprodukter er mykere, så installasjonen er raskere og enklere.
Etter seksjonsform
I henhold til formen på seksjonen skiller de:
- runde vannrør;
- rørledningselementer i form av et rektangel. De brukes til å lage ledere i statorviklingen til elektrisk utstyr, som avkjøles med en væskemetode.
Dimensjonene på kobberrør kan bestemmes av den ytre diameteren, som er 12–267 mm. I dette tilfellet har enhver rørstørrelse en viss veggtykkelse lik 0,6–3 mm.
Ved ledning av gass inn i hus brukes rør som har en tykkelse på minst 1 mm.
Ved installasjon av rørleggerarbeid brukes i mange tilfeller et rør av kobber, som har størrelser som: 12, 15, 18, 22 x 1 mm, 28, 35, 42 x 1,5 mm og 52 x 2 mm.
I henhold til hardhetsgraden
I henhold til hardhetsgraden kobberrør brukes, for eksempel:
Myk. Betegnelsen er M eller W. De tåler ekspansjon uten å sprekke og rive når den ytre diameteren utvides med 25 %.
Slike rørledningsprodukter brukes når et varmesystem lages eller legges rørledninger for vannforsyning til forbrukere. Samtidig foretas en strålefordeling av rørene til VVS- og varmeinnretninger.
Myke rørledningselementer brukes i de fleste tilfeller i konstruksjon og reparasjon av vannrør. Tilkoblingen deres anses som den enkleste - dokking kan gjøres uten bruk av tilleggsutstyr.








Kobberrør tåler den høye temperaturen til væskene som transporteres gjennom dem
Halvsolid. De har følgende betegnelser - P eller NN. Slike rørledningsprodukter er i stand til å motstå ekspansjon med en diameterøkning på 15 %.
Når de er installert, brukes oppvarming for å koble sammen rørene uten bruk av beslag. For bøying eller ubøying av halvfaste produkter brukes en rørbøyer for kobberrør.
Fast. De er betegnet med følgende bokstaver - T eller H. Når de er installert, utføres distribusjonen kun under oppvarming. For å bøye røret, bruk en rørbøyer.
De to siste typene kobberprodukter brukes i byggingen av forskjellige motorveier.
Også slike deler brukes i konstruksjonen av en rørledning, som bør ha økt mekanisk styrke.
Forseglingen av slike rør anses som en viktig prosess. Tross alt kan avdokkingen deres skje når som helst - for eksempel når tetningsmassen er oppbrukt. I tilfelle en slik situasjon vil det være nødvendig å gjøre om skjøtene fullstendig.
Viklingstyper
Produsenter bruker forskjellige typer viklinger for kobberrør:
- FUM tape. Denne tapen brukes i alle typer gjengeforbindelser;
- herdende fugemasse for rørleggerarbeid. Slikt materiale brukes både på ulike bedrifter og i hverdagen;
- hjemmelaget fugemasse for rørleggerarbeid. Rørene som er installert i husene på 1940-tallet lekker ikke.
Denne metoden kan også brukes hvis det er nødvendig å lage oppvarming fra kobberrør.
Hvis rødt bly ikke er tilgjengelig, bør det brukes vanlig PF-maling.
Tetting ved arbeid med væskeledende systemer er obligatorisk