
- Forberedelse til arbeid
- Montering av metall-plastrør
- Verktøy
- Kompresjonstilkobling
- Trykk på tilkobling
- Push fit-tilkobling
- Veggfeste
- Passende klassifisering
- Forberedende arbeid før pressing
- Instruksjoner for bruk
- Krympeprosess
- Hva er spyling og pressing
- Gjør-det-selv montering av metall-plastrør
- Tester i bygårder
Forberedelse til arbeid
Alt måleutstyr må forhåndsverifiseres av et autorisert testlaboratorium. Den hydrauliske kraftpakken er koblet til trykkledningen via en testtrykkmanifold. Oppsamleren har tømmeventil og trykkmåler. Trykkmålere er installert på slutten og begynnelsen av trykkledningen.
Alle ventiler og porter må lukkes før trykktesting av rør startes.
Forberedelse for trykktesting av rørledningen inkluderer følgende trinn:
- Fylle kretsen med arbeidsvæske;
- Fylling av ledningen til det dannes et trykk lik testtrykket der;
- Koble testinstrumenter og utstyr til ønsket del av motorveien.
Montering av metall-plastrør
Installasjon av en rørledning laget av metall-plast inkluderer flere stadier:
- Klargjøring av materialer, verktøy.
- Montering av koblinger.
- Testing av ferdig rørledning.
Materialforberedelse for alle typer fuger er den samme. Rør skal kappes i henhold til prosjektet. Ta hensyn til lengdeoverlappingen for beslaget ved måling.

Siden metall-plast selges i spoler, må materialet rettes opp før montering ved å rulle røret på en flat overflate. Først skal røret pakkes inn i flere lag med filler.
Verktøy
Et sett med verktøy for installasjon av metall-plastkommunikasjon avhenger av hvilke beslag som brukes til å koble sammen deler av rørledningen.
For å sette sammen en rørledning fra metall-polymerrør, må du ha:
- rørkutter eller baufil for kutting av materiale;
- kalibrator - for å utvide røret og gi sirkelen ideelle proporsjoner;
- avfasing - for avfasing;
- sandpapir for å avgrade kantene på røret;
- justerbare (eller skiftenøkler) skiftenøkler;
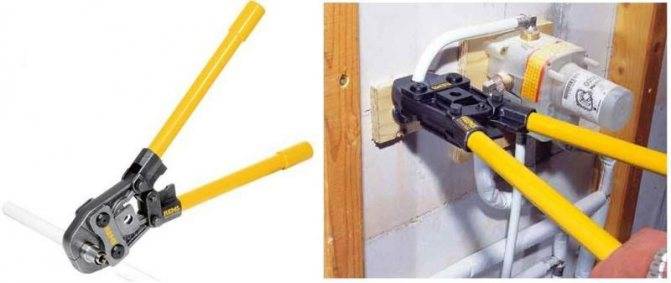
- trykktang for noen typer tilkoblinger;
- bygge hårføner eller bøyeanordning, for eksempel sand.
Det er å foretrekke å kutte med saks, men du kan også bruke en baufil eller en skarp kniv.
Når kantene er klargjort for tilkobling, settes røret inn i beslaget. Det er flere typer tilkobling av metall-plastrør til hverandre eller med overgang til et annet materiale:
- kompresjonsbeslag;
- trykk tilkobling;
- push passform.
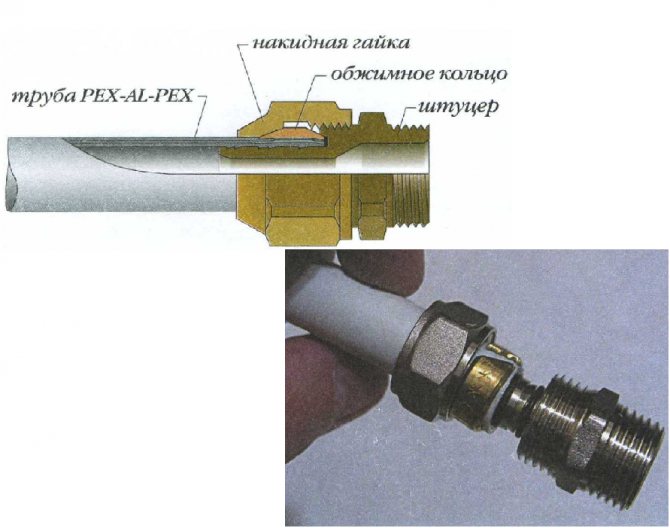
Kompresjonstilkobling
Tilkobling av metall-plastrør ved hjelp av kompresjonsbeslag er vanlig og rimelig for selvmontering. Slike noder kan demonteres og settes sammen igjen. Du trenger 2 skiftenøkler for montering.
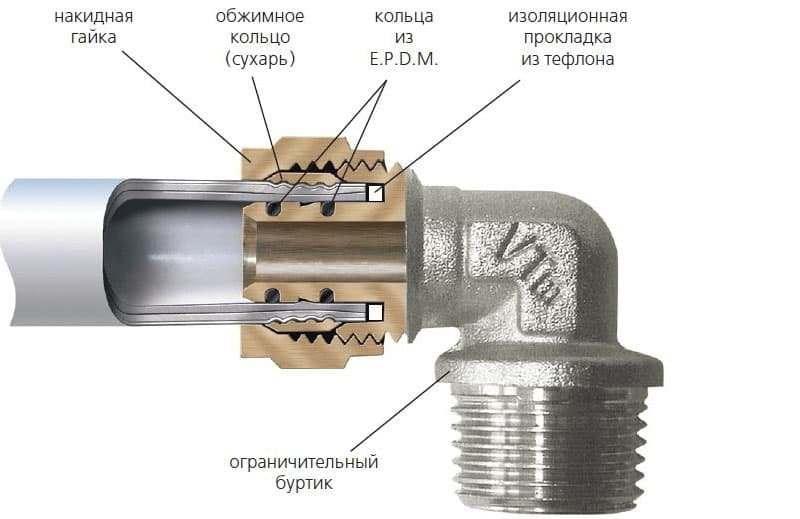
Installasjonsalgoritme:
- Beslaget er vridd og demontert. En unionsmutter og en hylse er satt på enden av røret.
- Innsiden av røret og enden av beslaget med en gummipakning er smurt med tykt såpeskum for å lette innrettingsprosessen. For samme formål er den indre diameteren forhåndsutvidret med en kalibrator. Slike tiltak vil forhindre forskyvning av gummipakningene.
- Beslaget settes inn i krysset, ringen forskyves og mutteren strammes. Vridningsprosessen utføres ved hjelp av to nøkler.
Den resulterende tilkoblingen krever periodisk kontroll og tiltrekking av mutteren i tilfelle lekkasje.
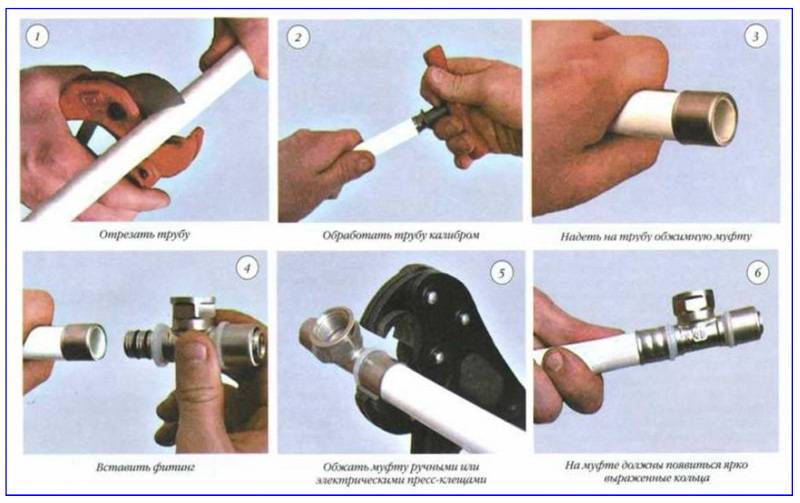
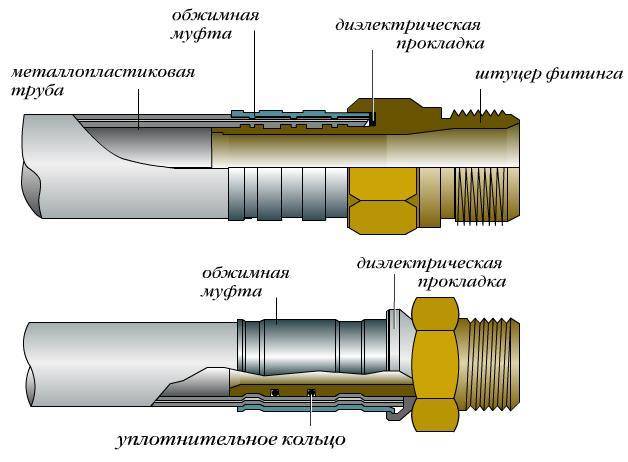
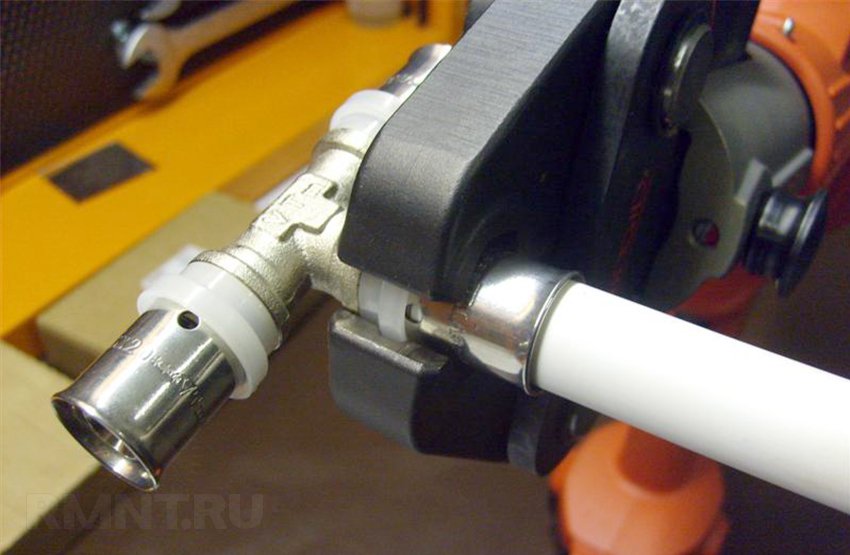
Trykk på tilkobling
Krympeforbindelsen monteres ved hjelp av pressfittings og et pressverktøy (manuell eller elektrisk).
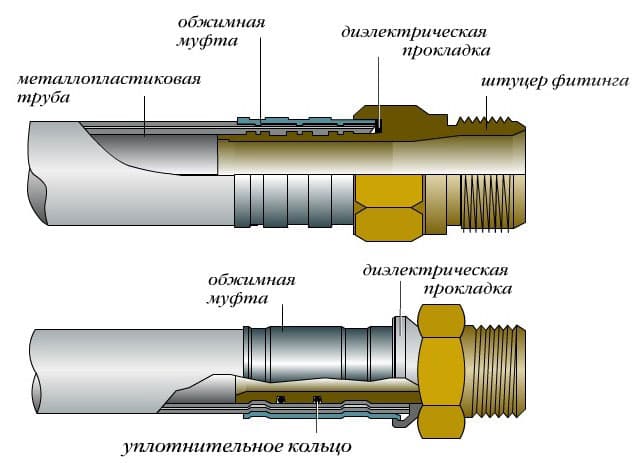
Monteringsskjema:
- Forberedelse: kuttet behandles og rengjøres. Pressfittingen demonteres og kontrolleres for integritet og tilstedeværelse av pakninger, og settes deretter sammen igjen.
- Kanten for koblingen settes på beslaget til kontrollvinduet.
- Hylsen presses med presstang, verktøyhåndtakene er redusert til stopp.
- Gjenta operasjoner på den motsatte enden av koblingsbeslaget.
Den resulterende forbindelsen kan vare i opptil 50 år, men kan ikke separeres.







Push fit-tilkobling
Skyvbeslag er de dyreste elementene for tilkobling av plastrør. Bruken av dem krever imidlertid ingen verktøy og ferdigheter, den er pålitelig og holdbar.

Det klargjorte røret settes inn i push-fit opp til kontrollhullet. Deretter settes hele strukturen sammen. En prøvestrøm startes, under påvirkning av hvilken forbindelsen er festet med en intern kile.
Veggfeste

Det svake punktet til metall-plastprodukter er den lave motstanden mot mekanisk skade på grunn av at aluminiumslaget er tynt.
Med stor bøyeradius eller konstante trykk deformeres røret.I dette tilfellet anbefales det å fikse rørledningen på en solid base - en vegg, tak eller under en sokkel. For å gjøre dette er festeelementet festet til veggen:
- klipp;
- støtter;
- anheng.
Prosessen med å feste og feste skjer på en enkel måte:
- støtten er festet til veggen, festet i en fast posisjon;
- røret settes inn i klipsen med en ekspanderende mekanisme. Hvis klippet er døvt, blir et rør først satt inn, og deretter er hele strukturen festet til veggen.
Passende klassifisering
Utvalg av kompresjonsbeslag.
- hjørner og bøyer (brukes ved tilkobling av svinger fra 45 grader);
- krysser (hjelper til å forgrene seg på to sider);
- tees (brukes for enveis gren);
- plugger (brukes til festing i enden av røret);
- koblinger (ved hjelp av dem kobles rør med samme diameter og retning);
- beslag (om nødvendig, tilkobling med en slange).
Fittings som brukes til å koble sammen rør med samme diameter kalles rette fittings, og de som er beregnet for å feste rør med forskjellige diametre kalles overgangsrør.
Det finnes et bredt utvalg av beslag av støpejern, stål, messing eller kobber på byggemarkedet.
Når det gjelder støpejern, kjennetegnes de av slike egenskaper som styrke og holdbarhet. Støpejernsbeslag har en betydelig fordel i forhold til andre koblingsprodukter, for eksempel stålkoblinger. En annen positiv kvalitet ved støpejernselementer inkluderer høy motstand mot negative miljøpåvirkninger og allsidighet.
Stålbeslag er uunnværlige i moderne industri i dag. Nylig kunne hindringer i rørledningens bane forbigås ved å bøye røret.I dag er det ikke behov
Rørledningen med stålprodukter er enkel å montere og demontere, noe som også er viktig
Forberedende arbeid før pressing
Handlingene som må utføres før kontrolltrykktestingen av gassrøret startes, utføres i henhold til arbeidsverninstruksjonene utviklet i henhold til standard sikkerhetsforskrifter for utfører gassfarlig arbeid.
Forberedelsen inkluderer:
Gassrørledningsordning
- avstemming av den faktiske underjordiske leggingen av kommunikasjon med rutingen angitt på diagrammene i prosjektdokumentasjonen;
- steder velges for tilkobling av nødvendige plugger, instrumentering og regulatorer;
- tilkoblingspunktet for kompressorenheten bestemmes.
Alle ingeniører og arbeidere som er involvert i denne begivenheten er pålagt å bli instruert på nytt i arbeidsbeskyttelse og gjort kjent med prosedyren for å utføre arbeid.
Instruksjoner for bruk
Uavhengig av type installasjon og utstyr du velger, er det en generell prosedyre for forberedende arbeid. Disse reglene vil lette arrangementet av rørledningen og er ønskelige for utførelse:
- du må utarbeide en plan for røroppsett, dette vil bidra til å beregne mengden materiale og koblinger;
- arbeidsplasser må rengjøres nøye for å forhindre at støv og skitt kommer inn i koblingspunktene for å unngå lekkasjer i fremtiden;
- hvis du trenger å koble til et eksisterende system, må du sjekke integriteten og forberede innsettingsstedet;
- rør bør kuttes slik at kuttet er nøyaktig 90 grader til rørets lengdeakse, dette er nødvendig for å sikre pålitelighet og tetthet;
- guidet av diagrammet, legg ut alle rør og koblinger for å kontrollere skjæringen og antallet av alle nødvendige koblingselementer.
Som nevnt ovenfor er det tre hovedalternativer for å koble tverrbundet polyetylen. Valg av utstyr og verktøy avhenger av valg av metode. For alle metoder trenger du dyser for diameteren på rørene og en beskjærer.










Den første metoden er den enkleste å utføre. I tillegg til rør og beskjærer vil kun kompresjonskoblinger og et par skiftenøkler være nødvendig. Disse verktøyene er nødvendig for å stramme mutrene etter å ha blitt presset på plass.
Det er viktig å huske: du må kontrollere prosessen med å stramme mutterne for ikke å skade tråden. Skru godt til, men ikke stram for mye.
Den andre metoden er pressing. Du trenger en kalibrator, saks, en ekspander og en presse.
Det vil ikke være noen vanskeligheter med saks, deres formål er enkelt - å kutte røret i størrelsene vi trenger. Vi behandler kantene med en kalibrator, avfaser fra innsiden. Dette verktøyet er nødvendig for å gi røret en avrundet form etter kutting.
Så tar vi utvideren (ekspanderen) av manuell type, som er veldig enkel å bruke. Vi utdyper arbeidskantene til enheten inne i røret og utvider den til ønsket størrelse. Dette bør ikke gjøres på en gang, da materialet kan bli skadet. Vi gjør dette gradvis, og snur utvideren i en sirkel. Fordelene med denne enheten er prisen og brukervennligheten. Dette er et amatørinstrument.
Den elektrisk drevne utvideren er utstyrt med et oppladbart batteri, designet for å fremskynde arbeidet til installatøren. Det sparer betydelig innsatsen til arbeideren og tid for installasjon av systemer.Naturligvis er denne enheten mange ganger dyrere, men hvis du trenger å jobbe mye, vil den passe perfekt og rettferdiggjøre kostnadene. Det er hydrauliske utvidere. Etter at vi har klargjort røret, må du installere en beslag i det. For å gjøre dette trenger vi en presseskrue. De er også hydrauliske og mekaniske. Før bruk må de tas ut av oppbevaringsboksen og settes sammen i arbeidsstilling.
Etter montering av verktøyet og montering av koblingen i røret, installeres koblingen med en presse. Det vil si at beslaget kommer inn på sin plass, og trykk påføres ovenfra med en monteringshylse. Manuelle presser anbefales for små rørdiametre og lav etterspørsel.
Hydrauliske presser krever praktisk talt ingen innsats under krymping. Beslagene og hylsen installeres ganske enkelt i sporet på enheten, så faller de enkelt og jevnt på plass. Dette verktøyet kan brukes selv på steder som er upraktisk for installasjon, det har et dreibart hode. Og det siste alternativet for å koble tverrbundet polyetylen er sveiset. Som nevnt tidligere, er det den dyreste og sjelden brukt, men den mest pålitelige. For det, i tillegg til saksen som allerede er kjent for oss, vil det også være behov for utvidere, spesielle koblinger. Elektrofusjonsbeslag har spesielle ledere for oppvarming.
Etter å ha klargjort utstyret og komponentene, fortsetter vi til sveising. For å gjøre dette, installerer vi en elektrisk sveiset kobling på enden av røret. Den har spesielle terminaler som vi kobler sveisemaskinen til. Vi slår den på, på dette tidspunktet varmes alle elementene opp til smeltepunktet for polyetylen, omtrent 170 grader Celsius. Koblingsmaterialet fyller alle hulrommene, og sveising skjer.
Hvis enheten ikke er utstyrt med en timer og en enhet som kan lese informasjon fra armaturene, må du overvåke avlesningene til enhetene for å slå av alt i tide. Vi slår av utstyret, eller det slår seg av av seg selv, vi venter til enheten avkjøles. Rør leveres ofte i spoler og kan miste formen under lagring. For dette trenger du en hårføner. Med dens hjelp er det mulig å eliminere denne ulempen ved ganske enkelt å varme det deformerte segmentet med varm luft.
I neste video finner du en oversikt over verktøy for montering av XLPE varme- og VVS-systemer.
Krympeprosess
Trykktesting av varmesystemer til et privat hus begynner med å koble fra varmekjelen, automatiske lufteventiler og ekspansjonstanken fra systemet. Hvis avstengningsventiler fører til dette utstyret, kan du lukke dem, men hvis ventilene viser seg å være defekte, vil ekspansjonstanken definitivt svikte, og kjelen, avhengig av trykket du bruker på den. Derfor er det bedre å fjerne ekspansjonstanken, spesielt siden dette ikke er vanskelig å gjøre, men når det gjelder kjelen, må du stole på brukbarheten til kranene. Hvis det er termostater på radiatorene, er det også lurt å fjerne dem - de er ikke designet for høyt trykk.









Noen ganger blir ikke all oppvarming testet, men bare en del. Hvis det er mulig, er det avskåret ved hjelp av stengeventiler eller midlertidige hoppere er installert - sporer.
Deretter er prosessen:
- Hvis systemet var i drift, tappes kjølevæsken.
- En trykkbeholder er koblet til systemet. En slange strekker seg fra den og ender med en unionsmutter.Denne slangen kobles til systemet på et hvilket som helst passende sted, selv i stedet for den fjernede ekspansjonstanken eller i stedet for en tappekran.
-
Vann helles inn i kapasiteten til trykktestpumpen, og pumpes inn i systemet ved hjelp av en pumpe.
- All luft må fjernes fra systemet før trykksetting. For å gjøre dette kan du pumpe systemet litt med avløpsventilen åpen eller senke den gjennom luftventilene på radiatorene (Mayevsky-kraner).
- Systemet bringes til driftstrykk, opprettholdes i minst 10 minutter. I løpet av denne tiden kommer all gjenværende luft ned.
- Trykket stiger til testtrykket, en viss tidsperiode opprettholdes (regulert av forskriftene til Energidepartementet). Under testen kontrolleres alle enheter og tilkoblinger. De blir inspisert for lekkasjer. Dessuten anses selv en lett fuktig forbindelse som en lekkasje (tåkedannelse må også elimineres).
- Under krymping kontrolleres trykknivået. Hvis fallet under testen ikke overstiger normen (skrevet i SNiP), anses systemet for å være i god stand. Hvis trykket synker til og med litt under normalen, må du se etter en lekkasje, fikse den og deretter starte trykktestingen igjen.
Som allerede nevnt avhenger testtrykket av type utstyr og system som testes (varme eller varmtvann). Anbefalingene fra Energidepartementet fremsatt i "Regler for teknisk drift av termiske kraftverk" (punkt 9.2.13) er oppsummert i en tabell for enkel bruk.
| Type utstyr testet | Testtrykk | Testvarighet | Tillatt trykkfall |
|---|---|---|---|
| Heisenheter, varmtvannsberedere | 1 MPa (10 kgf/cm2) | 5 minutter | 0,02 MPa (0,2 kgf/cm2) |
| Systemer med støpejernsradiatorer | 0,6 MPa (6 kgf/cm2) | 5 minutter | 0,02 MPa (0,2 kgf/cm2) |
| Systemer med panel- og konvektorradiatorer | 1 MPa (10 kgf/cm2) | 15 minutter | 0,01 MPa (0,1 kgf/cm2) |
| Varmtvannsforsyningssystemer fra metallrør | arbeidstrykk + 0,5 MPa (5 kgf/cm2), men ikke mer enn 1 MPa (10 kgf/cm2) | 10 minutter | 0,05 MPa (0,5 kgf/cm2) |
| Varmtvannsanlegg fra plastrør | arbeidstrykk + 0,5 MPa (5 kgf/cm2), men ikke mer enn 1 MPa (10 kgf/cm2) | 30 minutter | 0,06 MPa (0,6 kgf/cm2), med en ytterligere kontroll innen 2 timer og et maksimalt fall på 0,02 MPa (0,2 kgf/cm2) |
Vær oppmerksom på at for testing av varme og VVS fra plastrør er holdetiden for prøvetrykket 30 minutter. Hvis det i løpet av denne tiden ikke blir funnet noen avvik, anses systemet for å ha bestått trykktesten.
Men testen fortsetter i ytterligere 2 timer. Og i løpet av denne tiden bør trykkfallet i systemet ikke overstige normen - 0,02 MPa (0,2 kgf / cm2).
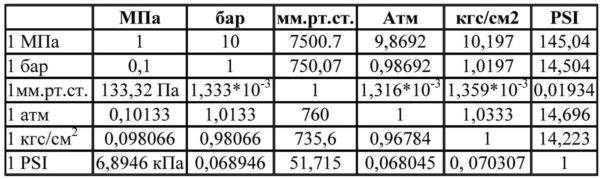
Korrespondansetabell for ulike trykkenheter
På den annen side har SNIP 3.05.01-85 (klausul 4.6) andre anbefalinger:
- Tester av varme- og vannforsyningssystemer bør utføres med et trykk på 1,5 fra det fungerende, men ikke lavere enn 0,2 MPa (2 kgf / cm2).
- Systemet anses som servicebart dersom trykkfallet etter 5 minutter ikke overstiger 0,02 MPa (0,2 kgf/cm).
Hvilke regler du skal bruke er et interessant spørsmål. Mens begge dokumentene er gyldige og det er ingen sikkerhet, så er begge kvalifisert. Det er nødvendig å nærme seg hvert enkelt tilfelle individuelt, under hensyntagen til det maksimale trykket som elementene er designet for. Så arbeidstrykket til støpejernsradiatorer er ikke mer enn henholdsvis 6 atm, testtrykket vil være 9-10 atm.Omtrent også er det nødvendig å bestemmes med alle andre komponenter.
Hva er spyling og pressing
Spyling og trykkprøving av varmeanlegg utføres i tilfeller hvor avleiringslaget i rørene blir for stort til at de kan fortsette å fungere. Som et forebyggende tiltak blir slike arrangementer sjelden utført, siden denne gleden er ganske arbeidskrevende og dyr. For hydropneumatisk spyling brukes sure løsninger, som fjerner plakk fra rørledningens vegger til utsiden. Metallpartikler klamrer seg til de indre veggene av rørene, og reduserer dermed diameteren. Det fører til:
- økning i trykk;
- økning i hastigheten på kjølevæsken;
- reduksjon i effektivitet;
- økning i kostnader.
Hva er trykktesting av et varmesystem - dette er en vanlig test, i henhold til resultatene som man kan si om det er trygt å bruke slikt utstyr eller ikke, og også om det tåler de nødvendige belastningene. Det er tross alt ingen som ønsker å bli et offer for trykkavlastning i kretsløpet og være pasient på brannskadeavdelingen. Trykktesting av varmesystemet utføres i henhold til SNiPs. Det er en obligatorisk prosedyre. Etter det utstedes et dokument som bekrefter kretsens tekniske brukbarhet. Her er hovedtilfellene når trykktesting av varmesystemet utføres:
- når du setter sammen en ny krets og setter den i drift;
- etter reparasjonsarbeidet;
- forebyggende kontroller;
- etter rengjøring av rør med syreløsninger.
Trykktesting av varmesystemet utføres i henhold til SNiP nr. 41-01-2003 og nr. 3.05.01-85, samt reglene for teknisk drift av termiske kraftverk.
Fra disse reglene er det kjent at en slik handling som trykktesting av et varmesystem utføres enten med luft eller væske. Den andre metoden kalles hydraulisk, og den første kalles manometrisk, den er også pneumatisk, den er boble. Reglene for trykktesting av varmeanlegget sier at vannprøver kun kan gjennomføres dersom temperaturen i rommet er over fem grader. Ellers er det fare for at vannet i rørene fryser. Trykksetting av varmesystemet med luft fjerner dette problemet, det utføres i den kalde årstiden. I praksis brukes hydraulisk trykktesting av varmesystemet oftere, da alle prøver å gjennomføre det nødvendige planlagte arbeidet før fyringssesongen. Om vinteren utføres bare eliminering av eventuelle ulykker.
Det er mulig å starte trykktesting av varmesystemet bare når kjelen og ekspansjonstanken er avskåret fra kretsen, ellers vil de mislykkes. Hvordan blir varmesystemet trykktestet?
- all væske tappes fra kretsen;
- deretter helles kaldt vann i den;
- når den fylles, kommer overflødig luft ned fra kretsen;
- etter at vann har samlet seg, tilføres en trykkoverlader til kretsen;
- hvordan varmesystemet er trykksatt - mengden atmosfærer øker gradvis. I dette tilfellet bør det maksimale testtrykket ikke være høyere enn strekkstyrken til de forskjellige elementene i kretsen;
- høyt trykk blir stående en stund og alle koblinger inspiseres. Det er nødvendig å se ikke bare på de gjengede forbindelsene, men også på stedene der delene av kretsen er loddet.
Å sette varmesystemet under trykk med luft er enda enklere.Bare tøm all kjølevæsken, lukk alle uttak i kretsen og få luft inn i den. Men på denne måten er det vanskeligere å fastslå feilen. For eksempel, hvis det er væske i rørene, vil det ved høyt trykk sive gjennom et mulig gap. Det er lett å identifisere visuelt. Men hvis det ikke er væske i rørene, er det derfor ingenting å komme ut bortsett fra luft. I dette tilfellet kan en fløyte høres.
Og hvis det ikke er hørbart, mens trykkmålerenålen indikerer en lekkasje, blir alle tilkoblinger smurt med såpevann. For å gjøre det enklere, kan du ikke sjekke hele systemet, men ved å dele det inn i segmenter. I dette tilfellet er det lettere å utføre trykktesting av varmerør og bestemme mulige steder for trykkavlastning.
Gjør-det-selv montering av metall-plastrør
Kutting av rør utføres med metallsaks eller en spesiell baufil. Kuttere brukes til å kutte metall-plast med liten og middels diameter, og er mye brukt i profesjonell installasjon. Saks er et enklere husholdningsapparat, de kan også kjøpes i budsjettpriskategorien, det viktigste er at det er et komfortabelt og balansert håndtak, og selve bladene er skarpe, laget av metall av høy kvalitet. Kutterne er utstyrt med en intern kalibrator, som ikke bare gjør det mulig å kutte metall-plast, men også gjenopprette den deformerte formen på kantene.







I tillegg til spesialverktøy, når du installerer et system med metall-plastrør, er bruk av mer allsidige enheter nødvendig: et målebånd, nøkler i riktig størrelse, en beveler, slipe-smargel, en ekspander, forutsatt at pressfittingsforbindelser er brukt.
VVS-systemet laget av plast og metall er ikke bare slitesterkt og praktisk, men også enkelt å installere. Prosessen er tilgjengelig for utførelse selv av en person som ikke har den nødvendige kunnskapen. Med et sett med de enkleste verktøyene kan du utføre grunnleggende installasjonsarbeid effektivt og med anstendige kostnadsbesparelser hvis du følger enkle installasjonsregler.
Plast i kombinasjon med metall er en god tandem, men den er også "redd" for aggressive mekaniske og ultrafiolette effekter, dette må tas i betraktning når du legger dem åpne.
Hvis det er ment å installere en lukket type, er det nødvendig å sørge for tilstedeværelsen av luker for tilgang til beslag av kompresjonstype.
Varmesystemet kan også bestå av MP-rør, men i dette tilfellet er det verdt å være spesielt oppmerksom på å kontrollere integriteten til alle elementer og observere tilstanden til den mest holdbare tilkoblingen av alle elementer. Ikke bruk skarpe gjenstander når du pakker ut nye elementer i systemet, selv en mikroripe kan skade hele systemet alvorlig.
Metallstøtter og oppheng som brukes til rørinstallasjon må være utstyrt med myke pakninger, dette vil bidra til å unngå mekanisk skade på plastoverflaten.
Som en garderobe begynner med en henger, så begynner installasjonen av metall-plastrør med valg og festing av kuleventiler
Dette elementet er ekstremt viktig for hele systemet, du bør ikke spare på det og kjøpe kinesiske budsjettmotstykker
En kran av høy kvalitet må tåle opptil 60 atmosfærer og høye temperaturer
Som en garderobe begynner med en henger, så begynner installasjonen av metall-plastrør med valg og festing av kuleventiler
Dette elementet er ekstremt viktig for hele systemet, du bør ikke spare på det og kjøpe kinesiske budsjettmotstykker. En kran av høy kvalitet må tåle opptil 60 atmosfærer og høye temperaturer. Ved lekkasje er det kranen som klarer å stoppe vannstrømmen på kortest mulig tid.
Hvis kranen til rett tid ikke takler sin direkte oppgave, står VVS-systemet i fare for alvorlig skade.
Ved lekkasje er det kranen som klarer å stoppe vannstrømmen på kortest mulig tid. Hvis kranen til rett tid ikke takler sin direkte oppgave, står VVS-systemet i fare for alvorlig skade.
Som en garderobe begynner med en henger, så begynner installasjonen av metall-plastrør med valg og festing av kuleventiler
Dette elementet er ekstremt viktig for hele systemet, du bør ikke spare på det og kjøpe kinesiske budsjettmotstykker. En kran av høy kvalitet må tåle opptil 60 atmosfærer og høye temperaturer. Ved lekkasje er det kranen som klarer å stoppe vannstrømmen på kortest mulig tid.
Hvis kranen til rett tid ikke takler sin direkte oppgave, står VVS-systemet i fare for alvorlig skade.
Ved lekkasje er det kranen som klarer å stoppe vannstrømmen på kortest mulig tid. Hvis kranen til rett tid ikke takler sin direkte oppgave, står VVS-systemet i fare for alvorlig skade.
Hvis hele systemet er installert fra bunnen av, vil det inkludere installasjon av rensefiltre, målere, en trykkreduksjon, en manifold for rør i hele området. Rør anbefales å monteres sammen med filtre, dette vil hindre at teknisk rusk kommer inn i systemet.









Les også:
Tester i bygårder
I bygårder kan det også foretas trykktesting av varmeanlegget med luft. Vi vil nå vurdere nødvendige forhold for arbeidet. I tilfelle du finner vannlekkasjer, må de repareres. Men ofte, uten høyt trykk i systemet, er det ganske vanskelig å finne tynne sprekker i sømmene. I bygårder er det nødvendig å foreta trykktesting av både enkeltleiligheter og alle motorveier.
Du må forberede:
- Inspiser alle låsebeslag. Hvis ventilene er laget av støpejern, sørg for å bytte ut kjertlene med dem. Skift pakninger på flensforbindelser. Alle bolter som har mistet sitt opprinnelige utseende skal også skiftes. Pass på å installere nye trykkmålere, det anbefales å sende de gamle til verifisering for å avgjøre om de kan brukes videre til målinger.
- Visuelt inspiser alle rør, beslag for å identifisere selv mindre defekter, skader. Hvis du finner problemområder, må du raskt reparere dem.
- Sjekk tilstanden til varmeisolasjonsmaterialet på motorveiene lagt i kjelleren og mellom etasjene.
Etter klargjøring kan du begynne å utføre direkte krympearbeid:
- Fyll hele kretsen med vann med lav hardhet (slik at kalk ikke vises). Det er bedre å pumpe det inn i systemet, selvfølgelig, med en elektrisk pumpe. Trykk - 6-10 bar. I en beholder med væske må du senke slangene - tømme og tilføre. Koble deretter pumpen til varmenettet og slå på trykktesteren. Trykket må stilles inn på forhånd.
- Du oppdager en halvtime - i løpet av denne perioden skal trykket holde seg nesten på samme nivå. I tilfelle trykket ikke faller, kan testen anses som fullført. Du kan fylle systemet med arbeidsvæske og starte aktiv drift.
- Hvis trykket faller, er det feil i varmesystemet. Prosedyren for trykktesting av varmesystemet med luft er omtrent den samme, men du må bruke en såpeløsning - uten den er det vanskelig å finne en lekkasje. Så snart du finner feil, kan du begynne å tømme systemet og reparere. Deretter diagnostiseres hele oppvarmingen på nytt.
Inngangsenheten utføres på samme måte - trykket skal være ca. 10 bar.



