
- Høytrykksbindende krympeforbindelser
- Metode #4: Push-connect-tilkobling
- Andre loddemuligheter: arbeid med kobberrør og ulike metaller
- Nyansene ved lodding av kobberrør: hvordan gjøre det riktig
- Hvordan lodde kobbertråd til aluminium
- Hvordan lodde kobber og rustfritt stål
- Lodding av kobber med jern - er det mulig
- Teknologi for lodding av kobberprodukter
- Kutt gjenstanden til ønsket lengde
- Påfør flussmiddel på overflaten av røret
- Koble til deler før lodding
- Fugedannelse ved lavtemperaturlodding
- Sømdannelse ved høytemperaturlodding
- Typer kobberrør
- Hva trengs for lodding av kobberrør
- Forbruksvarer og verktøy
- Loddemetall og flussmiddel
- Brenner
- Relaterte materialer
- Hvor gjelder
- 3 Hvordan lodde kobberrør?
- Montering av kobberrør
- Montering av rørledningen med beslag
- Verktøy og materialer
- Monteringsanvisning
Høytrykksbindende krympeforbindelser
Fremskritt innen bonding crimp-teknologi og i utviklingen av o-ringmaterialer har gjort det mulig å bruke bonding crimps på høytrykkssystemer. Høytrykkssystemer krever imidlertid litt forskjellige pressekjevekonfigurasjoner.
Resultatet av produksjonen av koblingsnoden ved bruk av 360º dobbel krympeteknikk
Liming av krympeforbindelser for lavtrykks-, prosess- og ikke-medisinske komprimerte gassledninger bruker en enkelt standard sekskantet krympeform.
Høytrykksliming krever bruk av spesialdesignede pressfittings og klembakker for å gi en 360° dobbel krympe på fittingen.
Metode #4: Push-connect-tilkobling
Et særtrekk ved push-in-monteringsmetoden er at ingen ekstra verktøy, brennere, spesielle brenngasser eller elektrisitet er nødvendig for installasjon. Push-in-montering sikres av en integrert elastomertetning og en gripering av rustfritt stål.
Praktisk i alle henseender og ganske praktisk for drift, metoden for å montere sammenstillingen ved å sette inn ved å trykke (push-connect)
Typiske trykk- og temperaturområder for push-in-enheter er vist i tabellen:
| Monteringstype | Trykkområde, kPa | Temperaturområde, ºC |
| Push-in-innføring, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / pluss 120 |
Det er to vanlige typer beslag for denne typen montering. Begge alternativene skaper sterke, pålitelige knuteenheter. Men mens én type push-in-beslag gjør at enheten enkelt kan fjernes etter installasjon, for eksempel for systemvedlikehold, støtter ikke den andre denne konfigurasjonen. Dette øyeblikkets beslag skiller seg fra hverandre.
Typer beslag for push-in tilkoblinger: til venstre - en sammenleggbar design; høyre - ikke-separerbar design
Før du monterer sammenstillingen, er det nødvendig å utføre alle forberedende prosedyrer med kobberrøret, som allerede beskrevet ovenfor
Her bør man være spesielt oppmerksom på å rengjøre den skrå enden av kobberrøret med sandpapir, nylonslipeklut eller sanitærklut. Disse handlingene sikrer integriteten til tetningspakningen på tidspunktet for innsetting. kobberrør i armaturhus
Monteringen innebærer utførelse av en stiv skyvende, samtidig vridende bevegelse rettet inn i beslagets kropp. Bevegelsen av kobberrøret inne i beslaget utføres til kobberrøret hviler mot baksiden av beslagskoppen. Dette øyeblikket er vanligvis indikert med et tidligere laget merke av innføringsdybden på overflaten av kobberet.
Ved hjelp av informasjon: Cooper
Andre loddemuligheter: arbeid med kobberrør og ulike metaller
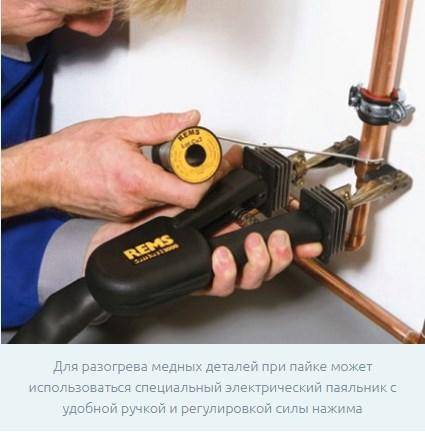
Lodding av kobberrør krever litt erfaring i denne typen arbeid. Derfor, hvis en hjemmemester utfører slikt arbeid for første gang, er det verdt å øve på forhånd for ikke å gjøre om den allerede ferdige vannforsyningen eller varmeledningen flere ganger. Kobberrør kan loddes med både hardlodd (ved bruk av gassbrenner) og myke legeringer. I det andre tilfellet, for kobberrør, er det hensiktsmessig å bruke et høyeffekts hammerloddejern.
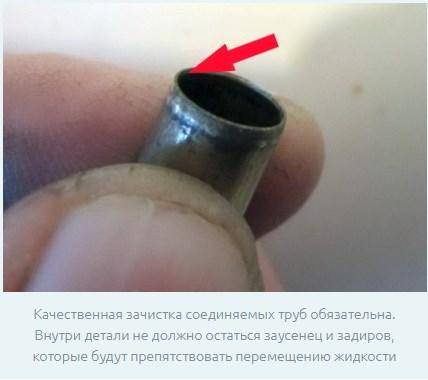
 Nøyaktig lodding av høy kvalitet er nøkkelen til tilkoblingens holdbarhet
Nøyaktig lodding av høy kvalitet er nøkkelen til tilkoblingens holdbarhet
Nyansene ved lodding av kobberrør: hvordan gjøre det riktig
Som flussmiddel for lodding av kobberrør er det best å bruke kolofonium. Den påføres i et jevnt lag på rørets ytre overflater, hvoretter beslaget monteres på det. På baksiden er den andre delen av motorveien montert. Deretter varmes beslaget opp med en gassbrenner og loddetinn er "montert" langs sømmene.Under påvirkning av høy temperatur smelter den, fyller sømmen og skaper en høykvalitets tett forbindelse.
 Noen ganger må man klare seg uten beslag
Noen ganger må man klare seg uten beslag
Lodding av kobberrør med egne hender er ikke for vanskelig, men dette arbeidet krever omsorg og nøyaktighet. Selvfølgelig, med ord, kan ikke alt forklares forståelig, så vi bringer oppmerksomheten til den kjære leseren en video om hvordan du lodder kobber med en gassbrenner, hvorfra alt vil bli tydeligere.
 Se denne videoen på YouTube
Se denne videoen på YouTube
Etter å ha behandlet spørsmålet om hvordan du lodder kobberrør hjemme, kan du gå videre til neste problem, nemlig lodding av ikke-identiske metaller (kobber med aluminium, jern eller rustfritt stål).
Hvordan lodde kobbertråd til aluminium
Lodding av aluminium med kobber er en ganske komplisert prosess. Det skal bemerkes at samme loddemetall neppe egner seg for aluminium som for kobber, og omvendt. Det er mye lettere å matche disse metallene ved hjelp av en stålhylse. Selv om produsenten i dag tilbyr spesielle loddemidler og flussmidler for slike formål, er kostnadene deres betydelige, noe som fører til ulønnsomhet av slikt arbeid.

Hele problemet ligger i konflikten mellom kobber og aluminium. De har forskjellig ildfasthet, tetthet. I tillegg begynner aluminium, når det samhandler med kobber, å oksidere sterkt. Denne prosessen akselereres spesielt når en elektrisk strøm går gjennom forbindelsen. Derfor om nødvendig kobber- og aluminiumtrådforbindelser det er best å bruke WAGO selvklemmende rekkeklemmer, inni dem er det Alyu Plus kontaktpasta. Det er hun som fjerner oksid fra aluminium, forhindrer dets påfølgende utseende og fremmer normal kontakt med kobberledere.









Etter å ha funnet ut hvordan du lodder kobber til aluminium, kan du gå videre til hardere metaller.
 Noen ganger er en slik forbindelse uunnværlig
Noen ganger er en slik forbindelse uunnværlig
Hvordan lodde kobber og rustfritt stål
Ved lodding av kobber med rustfritt stål spiller ikke engang selve loddematerialet en viktig rolle, men verktøyet som brukes, selv om mye avhenger av forbruksvarer. De mest akseptable materialene i dette tilfellet er:
- kobber-fosfor loddetinn;
- tinnsølv (Castolin 157);
- radioteknikk.
Noen håndverkere hevder at med den riktige tilnærmingen til arbeid, vil selv den vanligste loddetinn basert på tinn og bly gjøre det. Det viktigste er obligatorisk bruk av flussmiddel (boraks, loddesyre), grundig oppvarming og først etter det lodding (lodding).
 Kompleks lodding av kobber og rustfritt stål
Kompleks lodding av kobber og rustfritt stål
Slike forbindelser er sjeldne, og derfor er spesialiserte loddemidler for slike formål ganske dyre.
Lodding av kobber med jern - er det mulig
Dette alternativet er mulig, men underlagt visse betingelser. For eksempel, som varmeovn, er en enkel propanbrenner ikke lenger egnet. Du må bruke propan med oksygen. Boraks bør brukes som flussmiddel, men messing vil fungere som loddetinn. Bare i dette tilfellet kan vi håpe på et normalt resultat. Det er ikke vanskelig å kjøpe lodde for lodding av kobber med jern eller rustfritt stål. Det viktigste er å forstå om ekstrakostnadene vil være berettiget.
 Lodding av kobber- og jernrør er også mulig
Lodding av kobber- og jernrør er også mulig
Og nå tilbyr vi å se på hvor nøye hjemmehåndverkere kan utføre arbeid på lodderør på motorveier til forskjellige formål.
1 av 5





Teknologi for lodding av kobberprodukter
Etter å ha klargjort verktøy og materialer, loddes rørene, bestående av følgende trinn:
- kutte emner i segmenter;
- avfetting og fjerning av oksider;
- dokking av elementer;
- påføring av loddemetall på skjøtelinjen.
Kutt gjenstanden til ønsket lengde
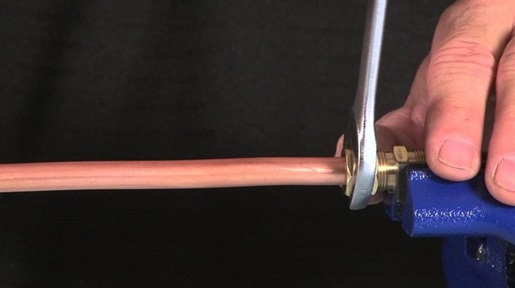
Sveising av kobberrør begynner med merking av rørledningen, som deretter kuttes i elementer med ønsket lengde. Ved merking er det nødvendig å ta hensyn til lengdemarginen som kreves for å koble til rørene etter utvidelse av enden. Et håndholdt skjæreverktøy gjør at røret kan klemmes, og deretter rulles en karbidvalse rundt den ytre overflaten av arbeidsstykket. Etter hvert som rørkroppen kuttes, presses rullen med en justeringsbolt, som gjør at du får et jevnt kutt.
Det er tillatt å kutte emner med en baufil og en spesiell mal som sikrer snittets vinkelrett. Ved skjæring er komprimering av røret ikke tillatt, siden ovalen til den ytre overflaten forverrer tettheten til skjøten (på grunn av en endring i gapet som ikke vil bli fylt med loddetinn). Den resulterende blitsen fjernes med sandpapir og en metallbørste. Deretter behandles en av kantene med en ekspander, som vil skape en forseglet fuge med økt styrke.
Påfør flussmiddel på overflaten av røret
Gjør-det-selv-sveising av kobberrør krever fjerning av oksider fra overflaten av delene som skal skjøtes. Emnene tørkes av med et avfettingsmiddel (for eksempel aceton), og deretter påføres et reagens på de sammenføyde kantene. Det anbefales ikke å bruke en økt dose av fluks, det aktive stoffet jevnt påført i et tynt lag til tilkoblingsområdet. For å påføre reagenset brukes en pensel, som ikke etterlater fibre på overflaten.
Koble til deler før lodding
Etter påføring av flussen kobles rørene sammen, det anbefales å sammenføye elementene umiddelbart etter smøring av overflaten (for å redusere risikoen for at støvet setter seg). Delene roterer i forhold til hverandre når de er koblet sammen, noe som gjør at fluksen kan fordeles og gir en tett passform. Reagenset som er presset ut av skjøten fjernes med en tørr klut; det er forbudt å holde fluksen på elementer laget av ikke-jernholdige metaller, siden ødeleggelsen av materialet begynner.
Fugedannelse ved lavtemperaturlodding

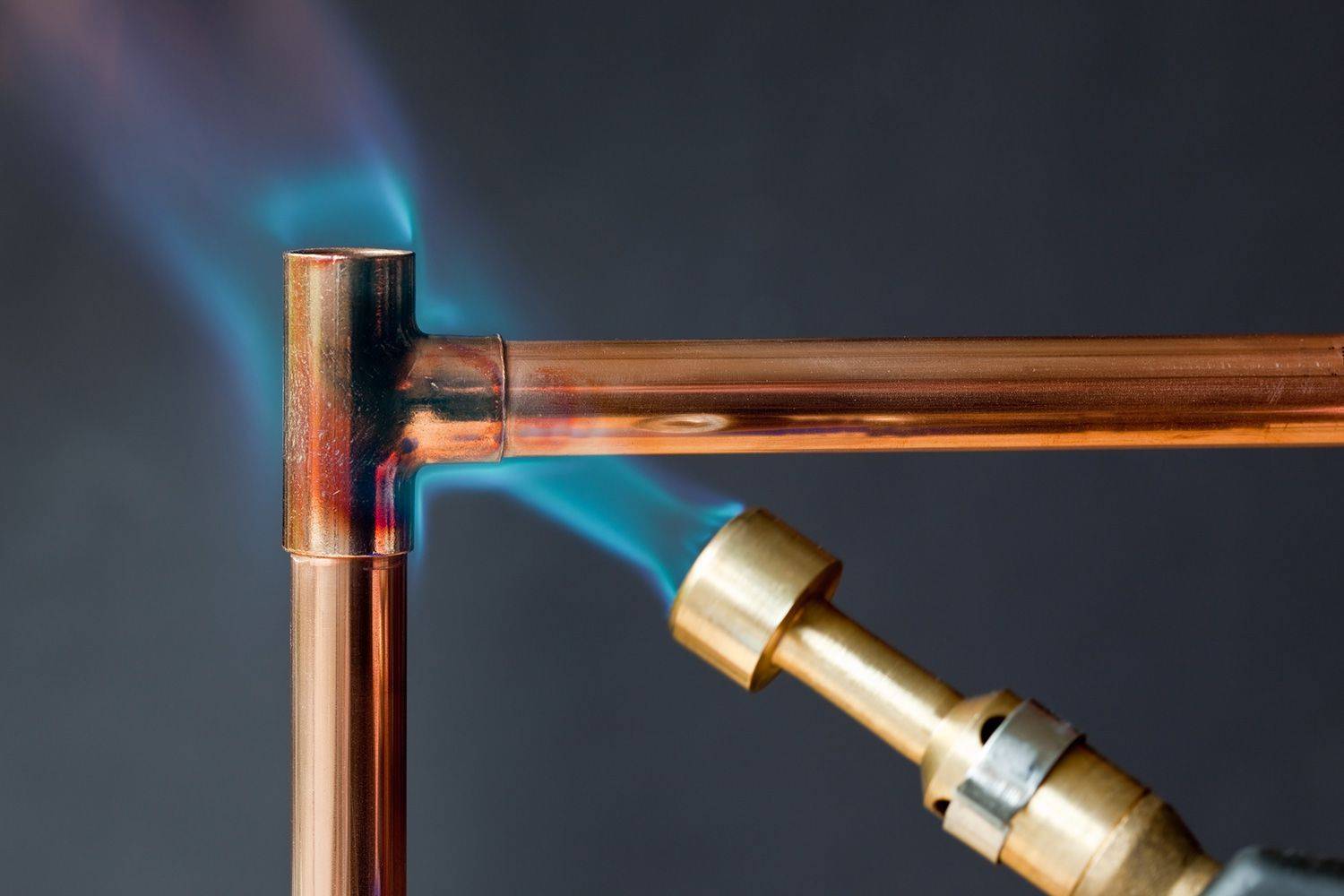
Lavtemperaturteknologien bruker en fluks designet for redusert oppvarming av strukturen under tilkobling. Lodding av kobberrør med en gassbrenner sørger for tilførsel av en lommelykt til tilkoblingssonen, brenneren beveger seg langs skjøten, og sikrer jevn oppvarming av delene. Deretter tas en loddestang i hånden, som mates inn i gapet mellom rørene. Det smeltede metallet begynner å spre seg over overflatene, brenneren fjernes til siden, loddet fyller skjøten på grunn av temperaturen på det oppvarmede røret.










Sømdannelse ved høytemperaturlodding
Ved bruk av ildfast loddemetall varmes rørene opp av en brenner til forhøyet temperatur. Brenneren beveger seg langs fugesonen til røret varmes opp til en kirsebærrød fargetone (tilsvarer en temperatur på 750°C). Deretter føres loddetinn, forvarmet av en brennerflamme, inn i krysset.
Loddemetallet smelter fra kontakt med oppvarmede rør, og fyller monteringsgapet jevnt. Påføring av overflødig loddemetall er ikke nødvendig, da materialet vil forbli på utsiden av røret.Etter slutten av prosedyren er det nødvendig å vente 2-3 minutter, etter at temperaturen på skjøten synker og loddet krystalliserer, fjernes flussrestene. Ytterligere bearbeiding av forbindelsen er ikke nødvendig.
Typer kobberrør
Før du produserer rørledningen, må du velge delene. Blant de kjøpte delene er det to typer:
- Uglødet - høyfaste elementer med lav duktilitetsindeks. De gjennomgår ikke ytterligere varmebehandling etter produksjon.
- Glødet - elementer som gjennomgår ytterligere varmebehandling. De holdes ved en temperatur på rundt 700 grader Celsius. Materialet får en høy plastisitetsindeks. Takket være ekstra varmebehandling blir de mer motstandsdyktige mot kritiske temperaturer.
Kobberrør varierer i veggtykkelse og størrelsen på spolene de selges i. I følge GOST skal de være laget av rent kobber.
Hva trengs for lodding av kobberrør
Lodding av kobberrør, som ikke er vanskelig å gjøre med egne hender, krever ikke dyrt utstyr og spesielle materialer. For å implementere det riktig, trenger du følgende enheter.
En brenner, på grunn av hvilken loddetinn og rørseksjonen der de skal kobles til, blir oppvarmet. Som regel tilføres propangass til en slik brenner, hvis trykk reguleres av en sveisereduksjon.
Spesialverktøy for kutting av kobberrør. Siden produkter laget av dette metallet er veldig myke, bør de kuttes forsiktig nok for ikke å rynke veggene.Rørkuttere av forskjellige modeller tilbys på det moderne markedet, og varierer både i funksjonalitet og tekniske evner.
Utformingen av individuelle modeller av slike enheter, som er viktig, gjør at de kan brukes selv for arbeid på vanskelig tilgjengelige steder.
En rørekspander er en enhet som lar deg utvide diameteren til et kobberrør, noe som er nødvendig for å lodde bedre. I forskjellige systemer montert fra kobberrør brukes elementer av samme seksjon, og for å koble dem kvalitativt, er det nødvendig å øke diameteren til et av de tilkoblede elementene litt. Det er dette problemet som en slik enhet som en rørekspander løser.
Det er dette problemet som en slik enhet som en rørekspander løser.
Kobberrør fakling sett
Innretning for avfasing av endene av kobberrør. Etter trimming forblir grader på endene av delene, noe som kan forstyrre å oppnå en høykvalitets og pålitelig tilkobling. For å fjerne dem og gi endene av rørene den nødvendige konfigurasjonen, brukes en beveler før lodding. Det er to hovedtyper av avfasede enheter på markedet i dag: plassert i en rund kropp og laget i form av en blyant. Mer praktisk å bruke, men også dyrere, er runde enheter som kan behandle myke kobberrør med en diameter på ikke mer enn 36 mm.
For å forberede kobberrør riktig for lodding, er det nødvendig å fjerne alle urenheter og oksider fra overflaten. For disse formålene brukes børster og børster, hvis bust er laget av ståltråd.
Lodding av kobberrør utføres vanligvis med hardlodd, som kan være høy og lav temperatur. Høytemperaturloddemetall er en kobbertråd som inneholder omtrent 6% fosfor i sammensetningen. En slik ledning smelter ved en temperatur på 700 grader, mens for lavtemperaturtypen (tinntråd) er 350 grader nok.
Teknologien for lodding av kobberrør innebærer bruk av spesielle flussmidler og pastaer som utfører en beskyttende funksjon. Slike flukser beskytter ikke bare den dannede sømmen mot dannelsen av luftbobler i den, men forbedrer også adhesjonen av loddetinn til rørmaterialet betydelig.
I tillegg til flussmiddel, loddetinn og andre grunnleggende elementer, vil det være behov for ytterligere verktøy for å lodde kobberrør, som finnes i hvert verksted eller garasje. For å lodde eller sveise kobberprodukter, forberede i tillegg:
- vanlig markør;
- rulett;
- bygningsnivå;
- en liten børste med stiv bust;
- en hammer.
Før du starter arbeidet er det også viktig å bestemme seg hvordan lodde kobber rør. Det kan være to hovedalternativer: lodding av kobber (mindre vanlig brukt) og bruk av myk loddemetall. Når du løser dette problemet, er det viktig å gå ut fra det faktum at det er krav til bruk av en eller annen type lodde
Så, harde lodninger brukes til å lodde elementer av kjøleenheter og klimaanlegg. I alle andre tilfeller (vannforsyningssystemer, varmesystemer osv.) kan blikktråd brukes. Men uansett hvilken teknologi som er valgt, bør det huskes at fluksen er nødvendig i alle fall.
Når du løser dette problemet, er det viktig å gå ut fra det faktum at det er krav til bruk av en eller annen type loddemetall. Så, harde lodninger brukes til å lodde elementer av kjøleenheter og klimaanlegg.
I alle andre tilfeller (vannforsyningssystemer, varmesystemer osv.) kan blikktråd brukes. Men uansett hvilken teknologi som er valgt, bør det huskes at fluksen er nødvendig i alle fall.

Børster for stripping av innsiden av et kobberrør før lodding
Forbruksvarer og verktøy
I tillegg til rør og beslag trenger du også en lommelykt, loddetinn og flussmiddel - til selve loddingen. Og også en rørbukker og et par relaterte småting for bearbeiding før arbeidet starter.










Børste for stripping av beslag fra innsiden
Loddemetall og flussmiddel
Lodding av kobberrør av enhver type skjer ved hjelp av fluss og loddetinn. Loddemetall er en legering som vanligvis er basert på tinn med et visst smeltepunkt, men nødvendigvis lavere enn kobber. Den mates inn i loddesonen, varmes opp til flytende tilstand og strømmer inn i skjøten. Etter avkjøling gir den en tett og holdbar forbindelse.
For amatørlodding av kobberrør med egne hender, er tinnbaserte lodninger med tilsetning av sølv, vismut, antimon og kobber egnet. Forbindelser med tilsetning av sølv regnes som de beste, men de er de dyreste, optimale med kobbertilsetning. Det er også med tillegg av bly, men de bør ikke brukes i rørleggerarbeid. Alle disse loddetypene gir god sømkvalitet og enkel lodding.

Flussmiddel og loddemetall er viktige forbruksvarer
Myk loddetråd selges i små hjul, hardloddet selges i pakker, kuttet i biter.
Før lodding behandles skjøten med flussmiddel.En flussmiddel er et væske- eller pastalignende middel som får smeltet loddemetall til å strømme inn i en skjøt. Det er ikke noe spesielt å velge her: enhver fluss for kobber vil gjøre det. Du trenger også en liten børste for å påføre flussen. Bedre - med naturlig bust.
Brenner
For å jobbe med myk loddemetall kan du kjøpe en liten håndlykt med en engangsgassflaske. Disse sylindrene er festet til håndtaket, har et volum på 200 ml. Til tross for den lille størrelsen er flammetemperaturen fra 1100°C og høyere, noe som er mer enn nok til å smelte myk loddemetall.
Det du bør være oppmerksom på er tilstedeværelsen av piezotenning. Denne funksjonen er ikke overflødig - det vil være lettere å jobbe
En ventil er plassert på håndtaket til en manuell gassbrenner. Den regulerer lengden på flammen (intensiteten på gasstilførselen). Den samme ventilen stenger gassen hvis brenneren må slukkes. Sikkerheten er gitt av en tilbakeslagsventil, som i fravær av en flamme vil stenge gasstilførselen.

Håndbrenner for lodding av kobberrør
Noen modeller har en flammeavviser. Det lar ikke flammen forsvinne, og skaper en høyere temperatur i loddesonen. Takket være dette lar brenneren med reflektor deg jobbe på de mest upraktiske stedene.
Når du arbeider i husholdnings- og semi-profesjonelle modeller, må du være forsiktig så du ikke overoppheter enheten slik at plasten ikke smelter. Derfor er det ikke verdt å gjøre mye lodding om gangen - det er bedre å la utstyret kjøle seg ned og forberede neste tilkobling på dette tidspunktet.
Relaterte materialer
For å kutte kobberrør trenger du en rørkutter eller en baufil med metallblad. Kuttet må være strengt vertikalt, noe som gir en rørkutter.Og for å garantere et jevnt snitt med en baufil, kan du bruke en vanlig snekkergjæringsboks.

rørkutter
Ved klargjøring av rør må de rengjøres. For å gjøre dette finnes det spesielle metallbørster og børster (for rengjøring av den indre overflaten), men du kan klare deg med sandpapir med middels og fine korn.
For å fjerne grader fra kutt, er det faser. Røret de har laget passer bedre inn i beslaget - muffen er bare en brøkdel av en millimeter større enn den ytre diameteren. Så det minste avviket fører til vanskeligheter. Men i prinsippet kan alt elimineres med sandpapir. Det vil bare ta mer tid.
Det er også lurt å ha vernebriller og hansker. De fleste hjemmearbeidere forsømmer disse sikkerhetsfunksjonene, men brannskader er veldig irriterende. Dette er alle materialene og verktøyene som trengs for lodding av kobberrør.
Hvor gjelder
Lodding med harde lodninger er kjent for det faktum at når det utføres, må fellesområdet til produktene varmes opp til temperaturer i størrelsesorden 450 grader eller mer.
Slike loddemetaller kalles ildfaste, og forbindelsen oppnådd med deres hjelp beholder sine styrkeegenskaper selv med sterk termisk oppvarming.
 I motsetning til hard lodding, innebærer myk lodding bruk av forbruksvarer med lav temperatur som gir pålitelig vedheft ved mye lavere oppvarming (ca. 200-300 ℃).
I motsetning til hard lodding, innebærer myk lodding bruk av forbruksvarer med lav temperatur som gir pålitelig vedheft ved mye lavere oppvarming (ca. 200-300 ℃).
De brukes som regel ved lodding av produkter som drives under normale temperaturforhold, og garanterer ikke bevaring av kontakt med sterk oppvarming.
Mulighetene for harde loddemetaller er mye brukt i de områdene hvor det er nødvendig å oppnå en søm som, når det gjelder styrkeegenskaper, inntar en mellomposisjon mellom sveising og lavtemperaturlodding.
Samtidig rettes spesiell oppmerksomhet mot å opprettholde strukturen til materialer i kontaktsonen, som etter bearbeiding ikke skal miste sine opprinnelige egenskaper. Karbidskjøter er oftest etterspurt i følgende situasjoner:
Karbidskjøter er oftest etterspurt i følgende situasjoner:
- produksjon av metallskjærende verktøy, kuttere med hardlegerte arbeidsinnsatser;
- i produksjon av beholdere og beholdere laget på basis av ikke-jernholdige metaller og rustfritt stål;
- i bilverksteder (ved reparasjon av radiatorer og individuelle transmisjonselementer), så vel som på de stedene hvor bruk av sveising er svært uønsket;
- når du installerer og reparerer rør laget av harde kobberlegeringer installert i kjøle- og varmevekslerutstyr og som opererer under "kritiske" temperaturer eller høyt trykk;
- for pålitelig og holdbar tilkobling av tynnveggede gjenstander og deler som opplever økte belastninger og elastiske deformasjoner under drift.

Bruken av hardloddeteknologi sikrer den nødvendige styrken til den resulterende skjøten og dens motstand mot overoppheting. I tillegg brukes karbidmetoder ved reparasjon av kobber- eller messingprodukter som utsettes for høye temperaturer under drift.








I motsetning til loddematerialene beskrevet ovenfor, er mykloddeapplikasjoner begrenset til normale driftsforhold.Denne metoden brukes oftest når det er nødvendig å oppnå en pålitelig tilkobling av produkter og deler laget av smeltbare materialer som ikke er utsatt for overdreven varme og deformasjon.
Tinn-bly-loddesammensetninger, som har blitt utbredt, er spesielt populære med den "myke" artikulasjonen av deler.
3 Hvordan lodde kobberrør?
Ordningen for installasjon av en rørledning laget av kobberprodukter er veldig enkel:
Ved hjelp av en rørkutter kutter vi av røret (det skal plasseres vinkelrett på kutteanordningen for å få den jevneste kanten) av lengden vi trenger.
Med en børste med stålbust fjerner vi grader fra røret, og med en børste rengjør vi overflatene
Vær oppmerksom på - det er strengt forbudt å utføre disse arbeidene med finkornet sandpapir, da små partikler av det vil forbli på kobberoverflaten og redusere vedheftsnivået.
Vi utvider det andre stykket av det rørformede produktet til ønsket seksjon på en slik måte at begge segmentene fritt kommer inn i hverandre (i dette tilfellet bør det også forbli et lite gap).
Vi renser (alle de samme enhetene) fra smuss og burrs kanten av det utvidede produktet.
Vi påfører en fluss på et rør med en mindre seksjon og fordeler den med en børste over overflaten. Det er umulig å påføre for mye fluss (eller fordele det ujevnt), siden når det oppvarmes, kan loddet komme inn i rørledningen gjennom det og danne frosne dråper der, som under driften av systemet vil forårsake støy når vann flyttes.

Etter det kan du koble rørene (sett dem inn i ett).Samtidig, for å unngå å feste loddet til røret, er det nødvendig å fjerne overflødig fluss med en fuktig klut. Det neste trinnet i prosedyren er å varme opp den resulterende forbindelsen. Fellesoppvarmingen avsluttes i det øyeblikket fluksen blir sølv.
Deretter bringes loddetinn til skjøten, som smelter fra det oppvarmede rørmaterialet (alle kjenner den høye varmeledningsevnen til kobber) uten varme fra brenneren. Loddemetall på grunn av kapillærfenomenet trenger inn mellom de tilkoblede elementene. Lodding er fullført når loddedråper vises på overflaten av det rørformede produktet.

Etter det skal krysset mellom rørene avkjøles. Under avkjøling kan du ikke utøve en mekanisk effekt på systemet, samt prøve å fremskynde prosessen kald lufttilførsel. Den avkjølte skjøten på det siste stadiet av lodding tørkes med en klut dyppet i vann. Dette vil sikre et pent utseende på rørledningen, som vil være fri for lodde- og flussrester.
Montering av kobberrør
I prosessen med å installere rørleggersystemer med egne hender, blir det ofte nødvendig å koble kobberrør med produkter laget av andre materialer. I varmesystemer, kaldt- og varmtvannsforsyning er kobberforbindelser med stål, plast og messing trygge med tanke på forekomsten av korrosjonsprosesser. Men kontakten av kobber med galvanisert stål er farlig for galvaniserte rør og fører til ødeleggelse på grunn av elektrolytiske prosesser. For å unngå svikt i rørledningen, er det nødvendig å gjøre forbindelsen ved hjelp av, og sikre retningen av vannstrømmen fra stål til kobber.
Før du starter arbeidet, er det nødvendig å forberede et verktøy for installasjon av kobberrør i et varmesystem eller tilførsel av varmt eller kaldt vann.For å gjøre dette trenger du: en rørkutter eller en baufil for metall, en fil eller en skrape, i nærvær av seksjoner med kompleks konfigurasjon - en rørbøyer, gassbrenner eller varmluftpistol.
Kobberrør gjør-det-selv begynner med seksjoner av en forhåndsberegnet lengde. Deretter er det nødvendig å avgrade de ytre og indre delene av røret, om nødvendig, for å jevne ut kuttet. Bruk av en rørbøyer vil forhindre utflating av røret og dannelse av bretter, noe som kan forårsake en reduksjon i ytelsen til rørledningen på disse stedene.
Hvis rørdiametrene ikke overstiger 15 mm, må bøyeradiusen deres være minst 3,5 diametre, og hvis mer enn 15 mm, så fire diametre. Når du bøyer for hånd, kan en bøy av høy kvalitet bare oppnås med en radius lik 8 diametre.
Til tross for deres motstand mot korrosjon, kan kobberrør, på grunn av brudd på produksjonsteknologi, feil lodding og alvorlig vannforurensning med slipende inneslutninger, gjennomgå svært farlig gropkorrosjon. Røret korroderer på steder hvor oksidfilmen er ødelagt. En måte å unngå denne prosessen på er å installere filtre på vannforsyning og varmerørledninger.
I det moderne byggemarkedet konkurrerer kobberrør, på grunn av deres unike ytelse, ganske vellykket med stål-, plast- og metall-plastprodukter, til tross for deres høye kostnader.
Selv med det faktum at polymerrør brukes oftere og oftere, er metallprodukter fortsatt en stor suksess. Som regel brukes kobber, messing og stål som metall.Til det bedre når det gjelder motstand mot korrosjon og høye temperaturer, skilles kobber ut. Egentlig om tilkobling av kobberrør, og vil bli diskutert i denne artikkelen.
Selv til tross for at kobberrør utmerker seg ved høye kostnader, gitt alle egenskapene til materialet, er bruken ganske berettiget.
Først av alt, før du kobler til kobberrør, er det verdt å bestemme hvordan du kobler dem, ved lodding eller på annen måte.
Montering av rørledningen med beslag
Kobling av kobberrør med beslag utføres utelukkende på steder som er tilgjengelige for inspeksjon. Denne regelen skyldes at koblingen ikke er helt forseglet og det kan oppstå lekkasjer over tid.
Fordelen med en gjengeforbindelse er at reparasjoner om nødvendig kan utføres uten ekstra innsats, siden den resulterende forbindelsen er avtakbar.
Verktøy og materialer
For å montere rørledningen trenger du følgende materialer og verktøy:
- kobberrør med passende diameter;
- tilkobling av krympe- eller pressfittings;

Spesielle enheter for rørmontering
Typer og antall beslag velges i henhold til rørledningsskjemaet.
- rørkutter eller baufil;
- rørbøyer for kobberrør. Enheten brukes til å organisere en rørledning med færre tilkoblinger, noe som øker styrken til systemet;
- fil for bearbeiding av rør etter kutting (før sammenføyning). I tillegg kan du bruke fint sandpapir;
- FUM-tape for tetting av gjenger. I tillegg til FUM-tapen kan du også bruke lintråd, Tangit Unilok-tråd eller annet tetningsmateriale;
- skiftenøkkel.
Monteringsanvisning
Gjør-det-selv-montering av en kobberrørledning ved hjelp av beslag utføres på følgende måte:
- kutte rør til rørledningen. Lengden på hvert rør må være i samsvar med ordningen som ble utarbeidet under utviklingen av systemet;
- fjerning av isolasjonslaget. Hvis rør med isolasjon brukes til et utstyrt rørsystem for ethvert formål, fjernes isolasjonslaget for en sterk forbindelse. For å gjøre dette kuttes den ønskede delen med en kniv og røret rengjøres;
- den kuttede kanten behandles med en fil, sandpapir til en jevn overflate er oppnådd. Hvis grater, jettegryter eller andre uregelmessigheter forblir i enden av røret, vil koblingen vise seg å være mindre lufttett;

Avisolering av røret før tilkobling til koblingen
- om nødvendig bøyes rørene;
- en unionsmutter og en kompresjonsring settes på det forberedte røret;

Montering av beslagselementer for tilkobling
- røret er koblet til beslaget. Til å begynne med gjøres stramming for hånd, og deretter med en skiftenøkkel. Under tilstramming tetter hylsen koblingen fullstendig, og eliminerer behovet for ekstra tetningsmidler. Men når du kobler et kobberrør til et rør eller en armatur laget av et annet materiale, kreves det ytterligere tetting med FUM-tape.
Passende fiksering
Det er viktig å ikke stramme gjengene for mye, da mykt kobber lett deformeres.



