- Innhold:
- Obligatoriske krav til inspeksjonspliktige fartøy
- 3.3 Inspeksjon av ytre og indre overflater av sylindrene
- Hyppigheten av kalibrering av trykkmålere
- Test av brannslukningsanlegg
- Tillatt driftsperiode
- Teknisk undersøkelse - sylinder
- Uegnet for videre bruk
- Tilfeller hvor bruk av trykkmåler er forbudt.
- Design og typer
- TRYKK PÅ SYLINDER
- SYLINDERVERIFIKASJON
- PRIS PÅ UNDERSØKELSE OG SERTIFISERING AV SYLINDRE
- Gassflaskeventil reparasjon
- Kalibrering av trykkmålere: termer, metodikk, regler
- Kalibrering av trykkmålere: regler
- Vilkår for verifisering av trykkmålere
- Trenger jeg å kalibrere målere?
- Sjekker gassalarmer i Sevastopol
- Konklusjoner og nyttig video om temaet
Innhold:
Trykkmålere er instrumenter som brukes til å måle overtrykket til en gass. Når det gjelder flammebehandling av metalloverflater, er denne enheten uunnværlig, siden bare med dens hjelp kan du få informasjon om hva slags gasstrykk som opprettholdes i sylinderen.
Bruk av trykkmålere er nødvendig for å opprettholde ideelt trykk i systemet, derfor er gassreduksjonsventiler utstyrt med trykkmålere.Siden trykkmåleren for en gassreduksjon er nødvendig for å måle høye trykk, har den ikke den vanlige typen føleelement. Dette er et kobberrør, det særegne er at det ikke bare har et mye smalere tverrsnitt, men også har et stort antall svinger rundt aksen som røret beveger seg når det påføres trykk på selve girkassen. I tillegg til konverteringsfunksjonen spiller kobberrøret funksjonen som en spjeld, og derfor er det hoveddelen av trykkmåleren.
Under trykket av gassen retter røret seg ut, og jo større gasstrykket er, jo mer retter røret seg ut. Selve røret er koblet til pilen, som lar deg overføre rørets bevegelse til pilen. Selve pilen viser den faktiske trykkverdien.
Siden trykkmålere er designet for et visst trykk, har hver måler et rødt linjemerke som tilsvarer det maksimalt tillatte trykket. Det er strengt forbudt å laste trykkmålere med trykk som overstiger den øvre målegrensen.
Fjærtrykksmålere er installert på oksygen- og acetylenreduksjonsmidler. Trykkmåleren for gassreduksjonen er koblet til høy- og arbeidstrykkskamrene med en skiftenøkkel, fiber- og lærpakninger brukes til å tette forbindelsen.
Obligatoriske krav til inspeksjonspliktige fartøy
Tekniske krav til fartøy, som presenteres for neste undersøkelse, fastsettes av relevante retningslinjer. Når det gjelder propan-butan-sylindere, er et slikt dokument RD 03112194-1094-03, og når det gjelder metanutstyr - RD 03112194-1095-03. Begge dokumentene ble godkjent av Transportdepartementet i Den russiske føderasjonen i 2002.
Før du presenterer en bilsylinder til et spesialisert inspeksjonspunkt i tide, er det nødvendig å utføre en uavhengig inspeksjon og sørge for at den oppfyller kravene i de styrende dokumentene:
- utløpsdatoen har ikke utløpt;
- utenfor sylinderen er renset for olje og andre forurensninger;
- typen fartøy og dens design er i samsvar med regulatoriske krav;
- bilsylinderen er utstyrt med standardisert fylling, forbruksmateriell og andre beslag gitt av designet; tee har de nødvendige pluggene;
- sylindere inneholder ikke gassrester;
- alle ventiler er stengt.
RD 03112194-1094-03 og RD 03112194-1095-03 tillater tilstedeværelsen av deler og beslag for sylindere av forskjellige design, men bare innenfor grensene for endringer gjort av produsenten i løpet av produksjonsperioden for et bestemt produkt.

Fartøyene må tømmes for rester av gassmotordrivstoff på spesialutstyrte steder. Reglene tillater ikke tilstedeværelse av overskytende gasstrykk i sylindere. Hvis det er overtrykk, er sylinderen ikke tillatt for undersøkelse og blir ubetinget returnert til eieren.
Grunnlaget for å nekte å gjennomføre undersøkelsen er tilstedeværelsen av sprekker, blåmerker, forskjellige typer skjell, riper på den ytre generatrisen av skroget, som overstiger 10% av den strukturelle veggtykkelsen. Dessuten er sylindere med manglende fullstendige eller delvise passdata ikke gjenstand for testing, den fastsatte sertifiseringsperioden er utløpt, standard holdbarhet er utløpt.
Undersøkelse av sylindere er ledsaget av merking i samsvar med reglene for reglene for påføring av etiketter.Merket til punktet som utførte kontrollen, datoen for den utførte og den planlagte datoen for neste undersøkelse påføres merkeplaten til produsenten ved hjelp av pregingmetoden. Stemplet påføres i én linje med arabiske tall, hvis høyde ikke skal være mindre enn 8 mm. Den fastsatte tiden for neste inspeksjon kan dupliseres av en hvit inskripsjon på den ytre generatrisen av sylinderen, tidligere malt med rød emalje. I tillegg må det settes hvite advarselsetiketter på sylinderens ytre generatrise.
3.3 Inspeksjon av ytre og indre overflater av sylindrene
3.3.1 Utvendig og innvendig ettersyn
overflater utføres for å identifisere defekter som reduserer styrken til sylindere,
og identifisere avvik fra kravene til industrisikkerhet
03-576 og GOST
949.
3.3.2 Inspeksjon er underlagt 100% av den eksterne og interne
overflater, sylinderhalsgjenger.
3.3.3 Ved inspeksjon av ytre overflate
ballongbruk forstørrelsesglass opptil 20 ganger økning. For dimensjonering
av oppdagede feil bruker universelle måleverktøy -
skyvelære i henhold til GOST 166, skyvelære iht
GOST 162 og andre.
Målefeilen bør ikke være mer enn 0,1 mm.
Inspeksjon utføres i henhold til kravene i RD 03-606.
3.3.4 Når du inspiserer den indre overflaten, bruk
belysning med en elektrisk lampe med en spenning på ikke mer enn 12 V, som settes inn i
ballong eller endoskop.
3.3.5 En beholder på hvis overflater
avslørte sprekker, fangenskap, skjell, bør kasseres.
En sylinder, på overflaten som bulker, risikerer,
korrosjonsskader og andre defekter med en dybde på mer enn 10 % av den nominelle
veggtykkelse, bør kasseres.
Nominelle veggtykkelsesverdier avhengig av type
sylindre tilsvarer tabell 1 GOST
949 og er gitt i tabellen.
Sylinder, hvis halstråd har rifter, flising
eller slitasje, bør kasseres.
Slitasje på halstråder kontrolleres av kalibre i henhold til GOST
24998.
Det er lov å reparere tråden på sylinderhalsen iht
teknologi utviklet av OJSC RosNITI.
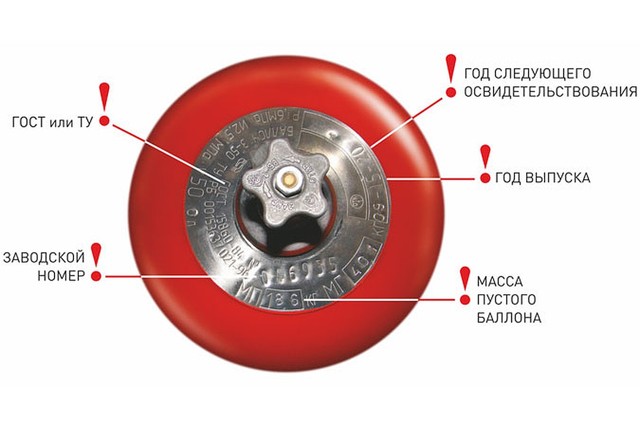
3.3.6 På den øvre sfæriske delen av sylinderen må være
stemplede og godt synlige passdata spesifisert i.
På sylindere med en kapasitet på opptil 5 liter eller en veggtykkelse på mindre enn 5
mm passdata kan stemples på en plate loddet til sylinderen, eller
påføres med maling.
En sylinder som ikke har minst ett av passet
data bør forkastes.
| Kapasitet | Diameter | Veggtykkelse på sylindere, mm, ikke mindre enn | ||||
| sylinder, l | sylinder, deler, mm | karbonstål | legert stål | |||
| trykk, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7 Utendørs
overflaten på sylinderen skal males i henhold til Tabell 17 PB
03-576 (vedleggstabell A.1).




3.3.8 Ved inspeksjon av sylinderen, brukbarheten og
pålitelighet av festing av halsringen og skoen.
3.3.9 Sylinder med defekt eller løs ring på
hals er tillatt for videre undersøkelse etter fiksering
ringer eller erstatninger.
Svake eller nye ringer festes
fuge for hånd eller utvide endeflaten av halsen med ringformet
stanse på en presse med en kraft på 500 til 600 kN i henhold til godkjente instruksjoner
lederen av organisasjonen som gjennomfører undersøkelsen. Dybde av innrykk
slå inn metallet på halsen på sylinderen fra 1 til 2 mm.
En skisse av halsringen er vist i figur B.1 i søknaden.
3.3.10 Sylinder med skrå eller svak dyse
sko eller en defekt sko er tillatt for videre undersøkelse
etter å ha skiftet sko i henhold til instruksjonene godkjent av lederen
organisasjon som utfører revisjonen.
Den defekte skoen fjernes fra sylinderen på pressen eller slås ned
manuelt.
Skodyse produseres på en horisontal presse med en kraft på
800 til 1000 kN. Skoemnet forvarmes til en temperatur på
900 til 1000 °C.
Skoemnet er kuttet fra defekte sylindre eller rør
med en diameter på 219 mm med en veggtykkelse på 5,2 til 8,9 mm i henhold til GOST 8732.
Lengden på arbeidsstykket er 125 + 5 mm.
Skoen skal sitte tett på sylinderen med et mellomrom
støtteplanet til skoen og bunnen av sylinderen er ikke mindre enn 10 mm. På slutten av støtten
overflaten av skoen skal formes til en firkant.
Det er lov å skjeve støtteplanet til skoen i forhold til
normalen til generatrisen til sylinderkroppen er ikke mer enn 7 mm på skoens bredde.
(Endret utgave, Rev. nr. 1).
3.3.11 Reparasjonssko eller halsring
kun tillatt etter ventilering av gassen, demontering av ventilen og tilsvarende
flaskeavgassing.
3.3.12 Sylinder med ikke-reparert ring eller sko
videre undersøkelse er ikke tillatt og hvis det er umulig å reparere
må avlives.
Hyppigheten av kalibrering av trykkmålere
En trykkmåler er en enhet som måler trykket i et apparat, en tank eller en rørledning. Det finnes flere typer:
- spiral;
- membran.
Spiralmålere består av en metallspiral som er forbundet med et overføringselement koblet til pekeren på skiven. Jo høyere trykket er, jo mer vikler spiralen seg ut og trekker pilen med seg. Hva gjenspeiles i økningen i trykkindikatorer på skalaen til enheten.
Membrantrykkmåleren gir avlesninger ved å klemme fast en flat plate som er koblet til senderelementet. Når det påføres trykk, bøyer membranen seg og overføringselementet trykker på urskiven. Slik øker trykket.
For å kontrollere samsvar med nøyaktighetsparametrene til måleren som er deklarert av produsenten, og for å kontrollere den metrologiske brukbarheten til enheten, uten hvilken det er umulig å bruke trykkmåleren i områder som faller inn under GROEI (statlig regulering for å sikre ensartethet av målinger), samt for å sikre at enheten betjener den angitte perioden og driften er trygg, er det nødvendig å utføre manometerverifisering med jevne mellomrom. Reglene fastsatt av staten sier at, avhengig av de tekniske egenskapene til enheten og produsentens instruksjoner, er avstemmingsperioden fra 12 måneder til 5 år.
Regelmessig inspeksjon av enheten etter et år ble ansett som den vanligste, men nå forbedrer produsenter egenskapene til utstyret, mer og oftere er det enheter med en bekreftelsesperiode på 2 år. Det er verdt å huske om trykkmåleren må inspiseres og verifiseres etter en viss periode fra produksjonsdatoen, og ikke fra det øyeblikket den settes i drift.
Levetiden til trykkmåleren er satt av produsenter, i gjennomsnitt er de 8-10 år. Det er nødvendig å føre en logg over trykkmålerkontroller for å kontrollere enheten i tide.
Test av brannslukningsanlegg
 Programmet og metodikken for testing av gassbrannslukking er regulert av følgende forskriftsdokumenter:
Programmet og metodikken for testing av gassbrannslukking er regulert av følgende forskriftsdokumenter:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
Under testing kontrolleres følgende:
- Volumet av gass og fyllingsgraden av sylinderen;
- Varigheten av tilførselen av gass brannslokkingsblanding;
- Resten av blandingen i beholderen;
- Effektiviteten av eliminering av antennelseskilden;
- Styrke og fullstendighet av alle elementer i installasjonen etter oppstart og medfølgende vibrasjon, beredskap av strukturen for omlasting;
- Informasjonskomponent:
- Tilbakekallingshastigheten til mottaks- og kontrollenheten;
- Utforming av en melding til den sentrale sikkerhetskonsollen og dekoding av informasjonsinnholdet;
- Rettidig innsending av alle kommandoer på loops.

Elementet som utsettes for de største dynamiske belastningene under testing er rørledningen. Det stilles økte krav til dens styrke og pålitelighet.
Prøving av rør og beslag utføres i henhold til følgende forskrifter:
- Visuell inspeksjon av alle eksterne deler av rørledningen;
- Alle sprøytedyser (unntatt den siste) er dekket med plugger.
- Blokker tilgang til sylindere eller distribusjonsmanifold.
- Fyll systemet med vann gjennom den siste dysen og demp den;
Testtrykket for gassslokkingssystemer er 1,25 av arbeidstrykket, men trykket injiseres i systemet i trinn:
- 0,05 MPa;
- 0,5 fra arbeideren;
- Driftstrykk ;
- 1,25 av arbeidstrykket;
- Mellom perioder med stigning foretas en eksponering på 1-3 minutter. på dette tidspunktet, ved hjelp av en trykkmåler, bestemmes det om en lekkasje har begynt;
- Under maksimalt trykk opprettholdes systemet i 5 minutter.
- Etter at testarbeidet er fullført, tappes væsken, og rørledningene blåses intensivt med trykkluft.
Tillatt driftsperiode
I henhold til FNP ORPD er levetiden satt av produsenten. I henhold til paragraf 485 i reglene, hvis produsentens tekniske dokumentasjon ikke inneholder data om sylinderens levetid, er levetiden satt til 20 år.
Den største etterspørselen er for beholdere produsert i samsvar med GOST 949-73 "Stålsylindere med lite og middels volum for gasser ved P (p) <= 19,6 MPa (200 kgf / cm2). Spesifikasjoner (med endringer nr. 1-5)". I henhold til punkt 6.2. garantiperiode for bruk - 24 måneder fra idriftsettelsesdatoen.
Enheter produsert i henhold til GOST 15860-84 "Sveisede stålsylindere for flytende hydrokarbongasser for trykk opp til 1,6 MPa. Spesifikasjoner (med endringer nr. 1, 2) "i henhold til punkt 9.2, har en garantiperiode for bruk - 2 år og 5 måneder fra salgsdatoen gjennom distribusjonsnettverket, og for ikke-markedsenheter - fra mottaksdatoen av brukeren.
I samsvar med metodene for teknisk diagnostikk MTO 14-3R-004-2005 og MTO 14-3R-001-2002 utviklet for enheter produsert i henhold til henholdsvis GOST 15860-84 og GOST 949-73, bør levetiden ikke overstige 40 år, med forbehold om undersøkelse en gang hvert 5. år, deretter avvises apparatene.
Det er forbudt å bruke sylindre produsert i henhold til ovennevnte GOST før 02/01/2014, hvis levetid er over 40 år.
Etter stk.22 i tollunionens tekniske forskrifter "Om sikkerheten til utstyr som opererer under for høyt trykk", sylindere produsert etter 02/01/2014 drives i henhold til den estimerte levetiden spesifisert av produsenten i enhetens pass.
Les mer om levetiden og lagringsforholdene til en gassflaske i dette materialet.
Vi løser juridiske problemer av enhver kompleksitet. #Bli hjemme og forlat spørsmålet ditt til advokaten vår i chatten. Det er tryggere på den måten.
Spør et spørsmål
Teknisk undersøkelse - sylinder
Teknisk sertifisering av sylindere inkluderer inspeksjon indre og ytre overflater av sylindere; sjekke massen og kapasiteten; hydraulisk test.
Teknisk sertifisering av sylindere, med unntak av de som er omtalt nedenfor, gjennomføres minst en gang hvert 5. år også ved fyllebedrifter eller fyllestasjoner. Samtidig undersøkes de indre og ytre overflatene, det utføres en hydraulisk test og sylinderens masse og kapasitet kontrolleres. Acetylensylindere utsettes for ekstern inspeksjon, pneumatisk testing og porøs massetesting.
Teknisk sertifisering av sylindere utføres i samsvar med Reglene for utforming og sikker drift av trykkbeholdere og paragrafer.
Teknisk sertifisering av sylindere utføres i samsvar med reglene for design og sikker drift av trykkbeholdere i USSR Gosgortekhnadzor og IV-B - 165 - IV-B - 172 i disse reglene.
Teknisk sertifisering av sylindere, som nevnt ovenfor, produseres en gang hvert 5. år på en gassdistribusjonsstasjon eller et spesialpunkt.
Teknisk sertifisering av sylindere utføres i henhold til Regler for utforming og sikker drift av trykkbeholdere.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter er angitt i sertifikatet for sylindere. Stemplene på sylindrene i dette tilfellet er ikke satt.



resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn UN n er angitt i sertifikatet for sylindere. Stemplet på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter legges inn i passet til sylindrene. Stemplet på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter er oppført i sylindersertifikatene. Stemplene på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter legges inn i passet til sylindrene, i dette tilfellet setter de ikke et stempel på sylindrene.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter legges inn i passet til sylindrene. Stemplet på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter er angitt i sertifikatet for sylindere. Stemplene på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter legges inn i passet til sylindrene. Stemplet på sylindrene i dette tilfellet er ikke satt.
resultater teknisk undersøkelse av sylindere med en kapasitet på mer enn 100 liter er angitt i sertifikatet for sylindere. Stemplene på sylindrene i dette tilfellet er ikke satt.
Uegnet for videre bruk
Hvorfor skal ikke sylindere som har regnet ut standard levetid, men bestått den tekniske undersøkelsen, aksepteres for tanking?
I henhold til paragraf 485 i reglene ... er selv gassfartøyer som har bestått den tekniske testen og har tjent reguleringsperioden, uegnet for videre bruk.
Det samme avsnittet sier at dersom det blir funnet tilfeller av vellykket ny undersøkelse etter november 2014 av en tank hvis levetid er utløpt, bør disse resultatene kanselleres, siden i henhold til de nye reglene. undersøkelse av sylindere utover levetiden er forbudt.
Et materiale som har brukt opp sin styrkeressurs er i stand til å kollapse når som helst.
Alle disse tiltakene og strengere forskrifter er rettet mot å øke sikkerheten ved drift av gassbeholdere der innholdet er under trykk.
Dette skyldes økt bruk av uttjente sylindre og som et resultat av ulykker.
Å motstå kravene i disse reglene ... betyr å sette ikke bare helsen din og livet i fare, men også andre menneskers liv, noe som ikke bare er urimelig, men også kriminelt.
Hvilke krav må gassflasker oppfylle, hvordan bruke dem riktig, hva er en undersøkelse og hvilken prosedyre gjennomgår flasker på en gassfyllestasjon? Om det i videoen:
Fant du ikke svar på spørsmålet ditt? Finn ut hvordan du løser ditt spesielle problem – ring med en gang:
For lagring og transport av komprimerte og flytende gasser brukes beholdere laget av metall eller komposittmaterialer. Disse karene er designet for at gassen vil bli lagret i dem under et visst trykk.Så, GOST 15860-84 bestemmer at driftstrykket i propantanken ikke skal overstige 1,6 MPa. Det finnes også beholdere designet for et høyere trykk på 5 MPa. Alle beholdere som brukes til lagring av gass må testes og undersøkes med jevne mellomrom.
Kontrollerer gassflasken
Undersøkelse av en gassflaske er en begivenhet som først og fremst er nødvendig for eieren. Sertifiseringen kan sikre at sylinderen er sikker å betjene og kan brukes til det tiltenkte formålet, ellers er de ikke tillatt å brukes. Det er en enkelt undersøkelsesprosedyre, der overflatene på sylindrene inspiseres for å oppdage skade på overflaten.
Utfør en kvalitetskontroll av merking og farging for samsvar med kravene til GOST, kranens tilstand. I tillegg, i prosessen med sertifisering, utføres hydrauliske tester av gasslagringstanker. Resultatene av inspeksjonen og testene som er utført, registreres i passet som følger med produktet under hele driften.
Uten å gjennomføre slike tiltak er tanking og drift av beholdere for lagring og transport av gass uakseptabelt. Inspeksjon av sylindere og utstedelse av en konklusjon om dem kan bare utføres av en organisasjon som har alle nødvendige tillatelser og fullmakter fra de relevante statlige tilsynsmyndighetene.
Fartøy for lagring av gasser skal sertifiseres en gang med noen års mellomrom. Varigheten avhenger av flere parametere - på materialet, for eksempel hvis sylindrene er laget av legert eller karbonstål, er det nok for dem å gå gjennom denne prosedyren en gang hvert femte år.Sylindere montert på biler som en del av LPG må sertifiseres om tre eller fem år.
Sylindre, som opererer under stasjonære forhold og er beregnet for lagring av inerte gasser, gjennomgår de nødvendige undersøkelsene en gang hvert tiende år.
De angitte inspeksjonsperiodene må overholdes strengt. Alt handler om sikkerhet. Hvis beholderne er beregnet for lagring og transport av propan, acetylen eller annen eksplosiv gass, kan enhver defekt på sylinderens ytre overflate føre til uopprettelige konsekvenser.
Så snart det oppstår tvil om ytelsen til en gasslagertank, er det nødvendig å trekke den fra sirkulasjon og kjøpe eller leie en ny.
Tilfeller hvor bruk av trykkmåler er forbudt.
Hvis det ikke er noen forsegling eller merke i trykkmåleren, kalibreringsperioden er forsinket eller girviseren ikke går tilbake til startmerket, med mer enn halvparten av den tillatte feilen når den er slått på, er det forbudt å bruke et slikt trykk måler.
I tillegg er det ikke tillatt å bruke et instrument hvor glasset er knust eller har andre skader som kan påvirke riktige avlesninger.
Avslutningsvis bemerker vi at en brukbar trykkmåler kan tjene som en garanti for sikkerheten ved arbeid med gassveiseutstyr.
Måleapparater og verktøy krever kontroll ved hjelp av metriske målere. Trykkmålere som analyserer trykket til væsker og gasser er installert på varmekjeler, gassflasker og brukt på produksjonsenheter. For å oppnå riktige avlesninger av enheten og beskytte de ansatte i bedriften, bør periodisk kalibrering av trykkmålere utføres.
Design og typer
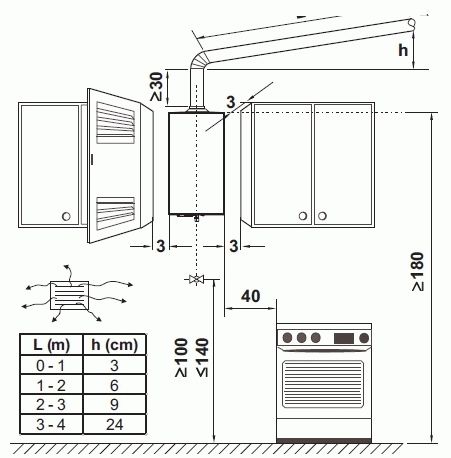
Propan (CH3)2CH2 er en naturgass med høy brennverdi: ved 25°C overskrider brennverdien 120 kcal/kg
Samtidig bør den brukes med spesielle forholdsregler, siden propan er luktfri, men selv ved konsentrasjonen i luft på bare 2,1 % er den eksplosiv
Det er spesielt viktig at propan, som er lettere enn luft (tettheten av propan er bare 0,5 g / cm 3), stiger, og derfor, selv ved relativt lave konsentrasjoner, er en fare for menneskers velvære
En propanredusering må utføre to funksjoner - for å gi et strengt definert trykknivå når en enhet er koblet til den, og for å garantere stabiliteten til slike trykkverdier under videre drift. Oftest brukes gasssveisemaskiner, gassvarmere, varmepistoler og andre typer varmeutstyr som slike enheter. Denne gassen brukes også til propansylinderen til en bil som kjører på flytende drivstoff.








Det finnes to typer propanreduksjonsmidler - ett- og tokammer. Sistnevnte brukes sjeldnere, siden de er mer komplekse i utformingen, og deres særegne evne - til konsekvent å redusere gasstrykket i to kamre - brukes i praksis bare med økte krav til det tillatte nivået av trykkfall. BPO 5-3, BPO5-4, SPO-6 osv. regnes som vanlige modeller av girkasser Det andre sifferet i symbolet indikerer det nominelle trykket, MPa, som sikkerhetsanordningen utløses ved.

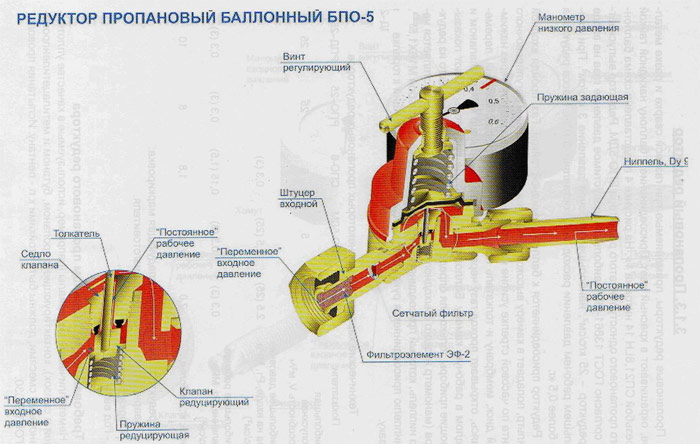
Strukturelt består en ettkammer propanredusering av typen BPO-5 (Balloon Propane Single-chamber) av følgende komponenter og deler:
- Korps.
- pusher.
- Ventilsete.
- Reduserer våren.
- membraner.
- Reduksjonsventil.
- Koblingsnippel.
- Innløpsarmatur.
- sette våren.
- mesh filter.
- trykk måler.
- Justeringsskrue.
De viktigste tekniske egenskapene til propanreduksjonsmidler er:
- Maksimal gjennomstrømning når det gjelder gassvolum per tidsenhet, kg / t (merket med et tall rett etter bokstavforkortelsen; for eksempel er en propanredusering av typen BPO-5 designet for å passere ikke mer enn 5 kg propan per time);
- Maksimalt innløpsgasstrykk, MPa. Avhengig av størrelsen på enheten, kan den være i området fra 0,3 til 2,5 MPa;
- Maksimalt utløpstrykk; i de fleste design er den 0,3 MPa, og tilpasset samme indikator for en gassforbrukende enhet.
Alle produserte propanreduksjonsmidler må fullt ut overholde kravene i GOST 13861.

TRYKK PÅ SYLINDER
Krymping er prosessen med å teste en bil HBO-sylinder for styrke og tetthet.
Hvordan gjennomføres verifiseringen?
Hydrauliske (vann) og pneumatiske (luft) tester utføres:
Hydraulisk: all luft fjernes fra fartøyet og fylles med vann;
Under trykk utføres en lekkasjetest, hvoretter sylinderen tømmes (tørking);
Pneumatisk: fartøyet er nedsenket i en beholder med vann og testet med trykkluft eller inertgass (i henhold til PB 03-576-03 er det tillatt å erstatte en prosedyre med en annen).
Essensen er den samme - å sjekke tettheten.
Etter å ha bestått trykktesten, anses bilsylinderen som egnet for bruk og overføres for verifisering (sertifisering og merkevarebygging).
SYLINDERVERIFIKASJON
Verifisering av en gassflaske (propan og metan) tjener som bekreftelse på at gassflasken er i full overensstemmelse med sikkerhetskravene.
Etter alle kontroller av sylinderen utføres dens sertifisering: dokumentere tillatelsen for opptak og videre drift av sylinderen i HBO-systemet.
Kunden får:
Sertifikat for ytelse av periodiske tester av gassballongutstyr installert på kjøretøyet (skjema 2B);
Merk i passet datoen for neste ny undersøkelse av kjøretøyet;
Verifikasjonsdokumentene til bilens gassylinder indikerer at fartøyet ble utsatt for ekstern og intern inspeksjon og hydrauliske (pneumatiske) tester og ble funnet egnet for videre arbeid i HBO-systemet til bilen.
Resultatene av sylinderverifiseringen, nemlig sertifikatet i skjema 2B, må medbringes. Det kan være påkrevd for presentasjon i tre tilfeller: på forespørsel fra trafikkpolitiinspektøren, når det gjennomgår kjøretøyvedlikehold (TO) og mottak av et diagnosekort, samt på noen bensinstasjoner (som krever sylinderverifiseringssertifikater ved fylling).
PRIS PÅ UNDERSØKELSE OG SERTIFISERING AV SYLINDRE
Kostnaden for arbeidet avhenger av tilstanden til HBO-sylinderen som ble identifisert under sertifiseringen (om den krever rengjøring fra korrosjon, grunning, maling, etc.) og om det kreves ekstra arbeid (fjerning-installasjon eller den leveres i en demontert og tilberedt, renset for smuss).
Kostnader for undersøkelse, ny sertifisering, trykktesting og verifisering av 1 sylinder (uten demontering), inkludert utførelse og utstedelse av dokumenter på verifiseringen (2a, 2b):
Hvis sylinderen har korrosjon (ikke mer enn 10% av den totale overflaten av fartøyet), utføres ytterligere malingsarbeid før trykktesting, i henhold til prislisten:
| Rengjøring + klargjøring + grunning + maling + påføring av teknisk påskrift (restaurering) | |
| 3000 gni | 50l flaske (diameter 300, L opp til 1000 mm) |
| 5000 gni | for diameter 360, L 1300 mm |
| 7 000 gni | diameter 400 - 500, L 1000 mm |
Gjennomføringstid - 2 dager.
Som du kan se, er prisene for alle prosedyrer veldig rimelige, gitt volumet av arbeid med gassutstyr. Dette er en liten pris å betale for sikkerheten til sylinderen du har i bilen.
Gassflaskeventil reparasjon
De viktigste funksjonsfeilene til gassventiler
Faktisk er utformingen av gassventilen ikke vanskelig, og det er ikke noe spesielt å bryte i den. Men likevel, av en rekke årsaker, kan den enten begynne å passere gass eller svikte fullstendig. En av årsakene til sammenbruddene er den uforsiktige holdningen til personalet. For eksempel å bruke overdreven kraft når du åpner eller lukker. Dette kan enten strippe tråden eller bryte stammen.
I tillegg kan fremmede partikler som kommer inn i regulatoren hindre dem i å lukke ventilen helt, og dette vil uunngåelig føre til gasslekkasje. I alle fall, ved den minste mistanke om feil i kroppen eller mekanismen til gassventilen, må sylinderen fjernes fra arbeidsplassen eller rekreasjonslokalene og sendes til reparasjon.
Ja, uten tvil, gassventilen kan fjernes fra sylinderen og inspiseres av deg selv og, om nødvendig, renses eller repareres, men vi må ikke glemme at alt arbeid med en gassflaske medfører en potensiell fare.Derfor er det et strengt forbud mot å demontere gassventiler uavhengig under håndverksmessige forhold. Hvis det til og med er en liten mulighet til å overføre reparasjonen av en gassventil til et verksted, er det bedre å gjøre det.
Kalibrering av trykkmålere: termer, metodikk, regler
Ulike måleenheter kan installeres i trykkluftinjeksjonssystemet; en trykkmåler er mye brukt. Som mange andre enheter, må denne gjennomgå periodisk vedlikehold. Bare i dette tilfellet kan du være sikker på at det vil vare i en lang periode, og de oppnådde målingene vil være nøyaktige. Vurder alle funksjonene til trykkmålerverifiseringsprosedyren mer detaljert.



Kalibrering av trykkmålere: regler
Kontrollen av trykkmålere bør utføres utelukkende under hensyntagen til de grunnleggende reglene og anbefalingene, siden feil som gjøres kan føre til en reduksjon i produktets nøyaktighet. De grunnleggende reglene er som følger:
- Først blir en trykkmåler inspisert for å bestemme tilstanden til mekanismen. Skade på enheten kan tyde på at verifisering ikke er verdt det i det hele tatt. Noen av defektene kan elimineres, for eksempel ved å erstatte beskyttelsesglasset, alt avhenger av egenskapene til en bestemt trykkmålermodell.
- De mest tilnærmede forholdene til drift skapes. Et eksempel er indikatoren for luftfuktighet, atmosfærisk trykk og romtemperatur.
- Ved begynnelsen av testen må pekeren stå på null. Dette eliminerer muligheten for feil ved målingstidspunktet.
Hvis det ikke er mulig å sette pilen til null, justeres enheten ved hjelp av en spesiell bolt.
Vilkår for verifisering av trykkmålere
Fokus er på tidsfrister.Hensikten med kalibrering er å forbedre nøyaktigheten av avlesningene. Blant funksjonene merker vi følgende punkter:
Det er mulig å uavhengig utføre den aktuelle prosedyren bare hvis enheten er installert som et element av uansvarlige mekanismer.
Trenger jeg å kalibrere målere?
Primær kalibrering av enheten utføres for å bestemme det nominelle trykket. I fremtiden lar kontroll deg utelukke muligheten for å redusere nøyaktigheten.
Periodisk kalibrering av trykkmåleren er nødvendig for å utelukke muligheten for feil.
Noen systemer kan ikke betjenes uten bruk av en trykkmåler.
Hvis du ikke utfører prosedyren i tide, kan du støte på følgende problemer:
- Målefeil. I noen tilfeller reduserer ikke en liten feil effektiviteten til kompressoren, i andre er trykknøyaktighet viktig.
- Levetiden til trykkmåleren reduseres betydelig. Noen skader på mekanismen under langvarig drift kan føre til rask slitasje. Kostnaden for høypresisjonsmanometre er svært høy.
- Det er en mulighet for lekkasje av mediet, noe som vil føre til en reduksjon i trykket i systemet.
Avslutningsvis bemerker vi at hvis det er nødvendig å kalibrere kompressormåleenheten, kan du utføre slikt arbeid selv. For å gjøre dette kan du kjøpe en spesiell enhet i en spesialbutikk. Andre mekanismer, som er underlagt høyere krav, bør kontrolleres utelukkende av en spesialist. Etter prosedyren bør en fylling plasseres.
, velg et tekststykke og trykk Ctrl+Enter.
Sjekker gassalarmer i Sevastopol
CJSC "YUSTIR" utfører verifisering av gassalarmer, både på anlegget og i et spesialisert laboratorium, i henhold til gjeldende verifikasjonsmetoder.
Gassalarmer er designet for å forhindre gasslekkasjer: propan metan, karbonmonoksid, etc., de er installert i kjelerom og hydraulisk frakturering. Som regel kalibreres signalutstyr en gang i året (avhengig av modell kan kalibreringsintervallet være forskjellig).
Hensikten med verifikasjon er å identifisere en defekt gassforurensningsdetektor ved å simulere opptil eksplosive konsentrasjoner ved bruk av verifikasjonsgassblandinger (CGM).
Verifisering på stedet - våre spesialister er klare til å gå til stedet med nødvendig utstyr for å kalibrere gassalarmer på operasjonsstedet, for å justere og kalibrere ved hjelp av testgassblandinger.
Verifikasjon i laboratoriet
Vårt firma gjør justeringer og reparasjoner i et utstyrt laboratorium, har et bredt utvalg reservedeler for reparasjon av gassforurensningsalarmer, både innenlands og importert.
Laboratoriet oppfyller alle kravene til verifikasjonsprosedyren, noe som er ekstremt viktig ved oppsett og kalibrering, og kalibrering av gassdetektorer. Om nødvendig har organisasjonen et stort utvekslingsfond av verifiserte gassalarmer, som tillater levering til laboratoriet for påfølgende reparasjon av enheten
Verifikasjon av gassanalysatorer utføres på installasjonsstedet på kundens sted. Verifikasjon av gassdetektorer for karbonmonoksid og metan (verifisering av gasssensorer) bør utføres en gang i året.
CJSC "YUSTIR" utfører et kompleks av arbeider for organisering av verifisering, kalibrering og reparasjon av gassalarmer.Verifikasjon av gassdetektorer utføres med utstedelse av verifikasjonssertifikater av den etablerte prøven. Prisen inkluderer en full syklus med å utføre en robot for å sjekke gassalarmer.
Konklusjoner og nyttig video om temaet
Dette bør du være forsiktig med når du kjøper sylindre:
Anbefalinger for selvreparasjon:
Bare brukbart gassutstyr kan sikre komforten og sikkerheten til huseiere
Regelmessige kontroller er en annen måte å beskytte innbyggerne mot en utilsiktet ulykke, så kravene til gasstjenesten må behandles med oppmerksomhet og ansvar.
Når det gjelder gassreduksjoner, inviter en spesialist en gang i året til å sjekke trykkmålere, og om nødvendig erstatte eller reparere utstyr.
Du kan delta i diskusjonen, overlate til materialet, dele din erfaring eller stille spørsmål av interesse til våre spesialister - kontaktblokken ligger under artikkelen.