
- Så hvilken maskin er egnet for rørsveising?
- HAMER MULTIARC-250 Evolution
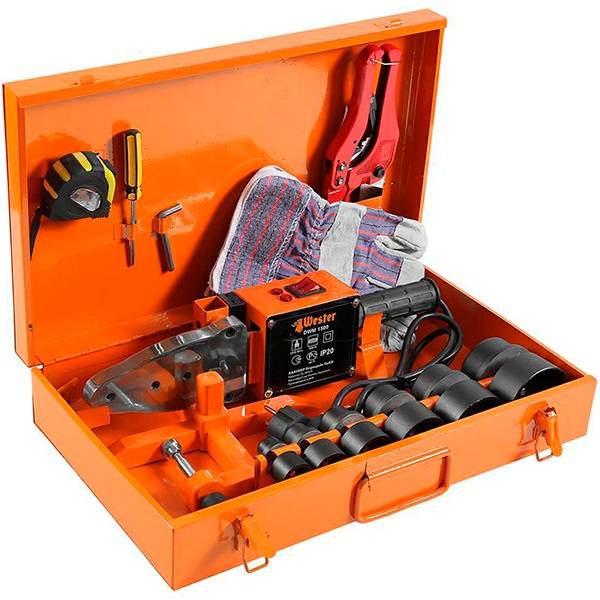
- Nødvendig utstyr og verktøy
- 4 Regelverk for stumpsveising
- Produsenter av manuelle elektrofusjonssveisemaskiner
- Hvilket utstyr finnes?
- Mekanisk sveiseenhet
- Manuell sveisemaskin (jern)
- Egenskaper
- Slags
- Kriterier for valg av sveiseverktøy
- 5 ELITECH SPT 800
- Produsenter av sveisemaskiner for polypropylenrør, en kort oversikt over modeller.
- Stumsveisemetode
- Apparattyper
- Håndbok
- Mekanisk
- hydraulisk
- Elektrofusjonsutstyr
- Hvordan velge riktig enhet?
- Manuelt apparat
- Mekanisk
- Konklusjoner og nyttig video om temaet
Så hvilken maskin er egnet for rørsveising?
Oppsummert, her er en liste over krav til rørsveiseutstyr:
- Sveisemoduser: MIG/MAG; MMA TIG
- Sveisestrøm: i området fra 20 til 250 A (MMA); 20 til 250 A (MIG); 20 til 200 (TIG);
- Tråddiameter: 0,6 til 1,2 mm;
- Elektrodediameter: opptil 1,5 til 5 mm;
- Spenning: 220V/380V;
- Effektivitet: 70-90%;
- Vekt: 15-20 kg.
Disse kravene oppfylles fullt ut av sveisemaskinen HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Sveisestrøm 20-250 A (MMA); 15-60 A (KUT); 20-200 A (TIG);
- Type sveising MMA/CUT/TIG;
- Spenning 220 V/ 50 Hz;
- Lastetid for MMA-modus 250 A / 35 %; 118,5 A/100 %;
- Lastevarighet for CUT-modus 60 A/35 %; 29,6A/100%;
- Lastevarighet for TIG-modus 200 A/35 %; 118,5 A/100 %;
- Effektivitet 85 %;
- Vekt 15 kg;
- Egnet for drift med ustabil nettspenning (garasjer, gårder, landskap, etc.)
HAMER MULTIARC-250 Evolution er en multifunksjonell sveisemaskin som opererer i MMA, TIG, CUT-modus. Kombinasjonen av flere moduser utvider listen over sveiseprosesser betydelig, slik at du kan jobbe med forskjellige typer metaller. Dette gjør HAMER MULTIARC-250 Evolution til en uunnværlig assistent i produksjonen, spesielt for sveisereparasjoner, klargjøring for installasjon og installasjon av rør.
Få 90 rubler i gave!

Nødvendig utstyr og verktøy
For sveising av plastrør er det praktisk å bruke sverdformede loddebolter med avtagbare dyser. Varmeelementet for rørsveising er en flat plattform kalt et strykejern, den har hull for å feste varmedyser.
Sveisemaskinen for sveising av plastrør må ha en temperaturregulator, en varmeindikator. I tillegg til sveiseutstyr trengs verktøy for å kutte emner og fjerne folielaget. Kutt plastrullede produkter på en passende måte:
- pipe cutter, lik wire cutter;
- saks for metall;
- baufil med et smalt blad.
Finkuttede filer eller sandpapir brukes til å rense kutt, fjerne saging. For å kutte rørledningselementer før sveising, må du forberede en linjal, firkant, tusj eller markør.
4 Regelverk for stumpsveising
Som man kan se fra, var det inntil nylig i Russland betydelig forvirring med stumpsveiseteknologi, siden flere gjeldende reguleringsdokumenter ga sin egen tolkning av den, og derfor foretrakk de fleste sveisere å stole på den slanke tyske DVS-teknologien. Og kravene til stumpsveiseutstyr i Russland ble ikke definert av noen standard i det hele tatt.
Siden begynnelsen av 2013 har to reguleringsdokumenter trådt i kraft i den russiske føderasjonen samtidig:
- GOST R 55276 - for teknologi for stumpsveising av PE-rør under installasjon av vann- og gassrørledninger, basert på oversettelsen av den internasjonale standarden ISO 21307;
- GOST R ISO 12176-1 - for stumpsveiseutstyr, basert på oversettelsen av den internasjonale standarden ISO 12176-1.
Adopsjonen av GOST for utstyr var absolutt nyttig. Dessverre betyr ikke dette at det mest lavverdige importerte utstyret umiddelbart ble luket ut. Men i alle fall er noen få russiske utstyrsprodusenter nå tvunget til å jobbe med kvalitet, og forbrukeren har fått et hint om å vurdere kvaliteten på det kjøpte utstyret.
GOST på teknologien for stumpsveising brakte relativ orden. I alle fall førte det til ensartetheten av teknologien for stumpsveising av PE-rør på den russiske føderasjonens territorium. Men problemene gjensto.
VIKTIG! GOST R 55276, sammen med den tradisjonelle lavtrykkssveisemodusen (ligner DVS 2207-1 og gamle russiske standarder), legaliserte høytrykkssveisemodusen for polyetylenrør, som tidligere bare ble brukt i USA. Denne modusen stiller økte krav til utstyret, men det kan redusere sveisesyklustiden betydelig.
VIKTIG! GOST R 55276 er neppe egnet for direkte bruk på en byggeplass, siden den ikke er fokusert på en sveiser, men på en utvikler av et teknologisk diagram for sveising av polyetylenrør. VIKTIG! GOST R 55276 løste ikke problemet med begrensninger som de gamle russiske standardene led av, og til i dag lider alle utenlandske standarder
For det første er det tillatte lufttemperaturområdet fra +5 til +45 °C, mens en stor del av den russiske føderasjonens territorium er tvunget til å begynne å sveise når sumpene fryser. For det andre er maksimal veggtykkelse på rørene 70 mm, mens veggtykkelsen på faktisk produserte rør for lenge siden har passert 90 mm. Og for det tredje er rørmaterialet kun tradisjonell lavtrykkspolyetylen (HDPE) med en smeltestrømhastighet på minst 0,2 g / 10 min (ved 190/5), mens ikke-flytende kvaliteter av polyetylen lenge har vært brukt til produksjonen av rør med stor diameter middels trykk med MFI under 0,1 g/10 min (ved 190/5). For forhold utenfor de påviste grensene for lufttemperatur og veggtykkelser har noen produsenter beregnet teknologien for sveising av polyetylenrør ved å ekstrapolere gjeldende regelverk, men denne teoretiske teknologien er ennå ikke verifisert ved langtidstester. For ikke-flytende kvaliteter av polyetylen er det ingen teknologi for rørsveising, selv i teorien. Som et resultat blir omtrent 80% av all sveising utført i Russland under forhold som går utover begrensningene til utprøvd teknologi!
VIKTIG! GOST R 55276 løste ikke problemet med begrensninger som de gamle russiske standardene led av, og til i dag lider alle utenlandske standarder.For det første er det tillatte lufttemperaturområdet fra +5 til +45 ° С, mens en stor del av den russiske føderasjonens territorium er tvunget til å begynne å sveise når sumpene fryser
For det andre er maksimal veggtykkelse på rørene 70 mm, mens veggtykkelsen på faktisk produserte rør for lenge siden har passert 90 mm. Og for det tredje er rørmaterialet kun tradisjonell lavtrykkspolyetylen (HDPE) med en smeltestrømhastighet på minst 0,2 g / 10 min (ved 190/5), mens ikke-flytende kvaliteter av polyetylen lenge har vært brukt til produksjonen av rør med stor diameter middels trykk med MFI under 0,1 g/10 min (ved 190/5). For forhold utenfor de påviste grensene for lufttemperatur og veggtykkelser har noen produsenter beregnet teknologien for sveising av polyetylenrør ved å ekstrapolere gjeldende regelverk, men denne teoretiske teknologien er ennå ikke verifisert ved langtidstester. For ikke-flytende kvaliteter av polyetylen er det ingen teknologi for rørsveising, selv i teorien. Som et resultat blir omtrent 80% av all sveising utført i Russland under forhold som går utover begrensningene til utprøvd teknologi!









Tidligere
2
Spor.
Produsenter av manuelle elektrofusjonssveisemaskiner
i sveisemarkedet loddemaskiner HDPE-rør er mest etterspurte produkter fra følgende produsenter:
- Rothenberger. Dette selskapet ble grunnlagt i Tyskland i 1949. I løpet av de siste årene har selskapet vært i stand til å oppnå meget stor suksess, og blitt en av de ledende produsentene av sveisemaskiner. Produkter produsert under Rothenberger-merket utmerker seg ved høyest mulig kvalitet og høyeste grad av pålitelighet.
- Ritmo. Det italienske selskapet Ritmo ble grunnlagt i 1979.I dag tilhører den kategorien av ledende selskaper som er engasjert i bearbeiding av polymerer og polymerprodukter. I sin virksomhet følger Ritmo hele tiden de mest moderne og strenge standarder. Selskapets virksomhet er på et meget høyt nivå, og det samme kan sies om produktene – Ritmo-produktene utmerker seg ved variasjon, allsidighet og høyeste kvalitet.
- DYTRON. På bakgrunn av eldre analoger ser ikke produktene til det tsjekkiske selskapet DYTRON, grunnlagt i 1992, ut til å være av utilstrekkelig kvalitet - alt er i orden med det. Produktutvalget er uvanlig bredt - selskapet produserer både manuelt og automatisk utstyr som lar deg koble til HDPE-rør. I tillegg utvides og suppleres modellutvalget hele tiden, så det vil ikke være noe problem å finne godt utstyr på standene til dette merket. Det er også verdt å merke seg at de utgitte enhetene samsvarer med de mest moderne kravene.
Konklusjon
Når du velger en enhet for lodding av HDPE-rør, er det nødvendig å bygge på kravene på grunn av en bestemt situasjon. Riktig valg av utstyr vil tillate deg å skape en pålitelig og tett forbindelse som kan vare like lenge som solide rør.
Hvilket utstyr finnes?
I henhold til dens design er sveisemaskinen en enhet der rørseksjoner varmes opp, og dermed gjør det mulig å oppnå en permanent tilkobling. Det er ikke nødvendig å forklare at utstyret som brukes til sveising av plastrør vil ha en annen utforming enn maskinen for sveising av metallrør.
Til dags dato, på Det er to typer enheter tilgjengelig på markedet som brukes til sveising av polypropylenrør:
- mekaniske apparater for sveising;
- manuell sveisemaskin.
Det er verdt å tenke på å bruke den første i tilfeller der det er nødvendig å kombinere skjøtene, gjøre mye arbeid for dette, eller oppgaven med å installere rør som har en ganske stor diameter har oppstått.
En manuell sveisemaskin for plastrør vil være det beste valget når det er planlagt å montere rørledningen på egen hånd, og det er planlagt å bruke rør som varierer i diameter for arbeid.
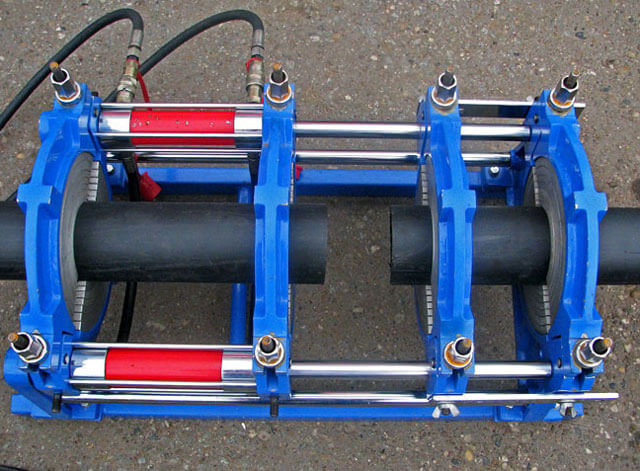
Mekanisk sveiseenhet
 Når det gjelder design, er et mekanisk apparat for sveising av rør laget av polypropylen laget i form av en støtteramme, på hvilken det er en instrumentenhet og en hydraulisk enhet. På venstre og høyre side er det grep som hver har et par halvringer. Håndtakene er atskilt med innsatser for å hjelpe til med å balansere trykk og senter. Når det gjelder deres indre diameter, skiller de seg ikke fra rørene de skal jobbe med.
Når det gjelder design, er et mekanisk apparat for sveising av rør laget av polypropylen laget i form av en støtteramme, på hvilken det er en instrumentenhet og en hydraulisk enhet. På venstre og høyre side er det grep som hver har et par halvringer. Håndtakene er atskilt med innsatser for å hjelpe til med å balansere trykk og senter. Når det gjelder deres indre diameter, skiller de seg ikke fra rørene de skal jobbe med.
I utformingen av enheten er det en elektrisk trimmer, hvis hovedformål er å justere endene av rørene. Denne enheten er en roterende skive utstyrt med tosidige kniver, som også har en låsemekanisme for å sikre sikker drift. Det viktigste fungerende varmeelementet er en stålskive med et non-stick-belegg som inneholder varmeelementer inni. Utformingen av mange modeller av slike enheter inneholder ofte temperaturkontrollere og temperaturkontrollsensorer.
Manuell sveisemaskin (jern)
Tatt i betraktning at den vanlige forbrukeren neppe har oppgaven med å installere lange nettverk, bør han ikke kjøpe en klumpete sveiseanordning.
De fleste forbrukere bruker vanligvis en enhet som et sveisejern for å montere rør. Hvis vi vurderer det ut fra dets design og funksjoner i drift, så skiller det seg lite fra tradisjonelle husholdningsapparater. Av funksjonene er det bare en annen design som kan skilles.
Hovedelementene i designen er en varmeplate, en termostat og et ergonomisk håndtak. Hvis du ser nøye etter, kan du finne to hull i varmeplaten, som er nødvendige for å feste sammenkoblede sveiseelementer som er forskjellige i diameter. De utmerker seg først og fremst ved tilstedeværelsen av et teflonbelegg, takket være at plasten ikke fester seg til en varm overflate.
Egenskaper
Når du velger en maskin for sveising av rør fra PE, må du tydelig forstå hva slags arbeid som skal gjøres med den. Funksjonene til ønsket utstyr vil i stor grad avhenge av sveisemetoden du planlegger å bruke oftest.
Det er fire hovedmetoder for lodding av polyetylenprodukter.
- Stoppsveising - denne metoden er den vanligste, og den er basert på tilkobling av oppvarmede rørender til hverandre eller til beslag ved hjelp av et spesielt sveisespeil. Stussfuging lar deg få en skjøt av ganske høy kvalitet til en overkommelig pris på utstyr, men metoden egner seg ikke for sammenføyning av produkter med en veggtykkelse på mindre enn 4,5 mm.Bruk av stumpsveising krever grundig rengjøring av overflatene som skal skjøtes, maksimal presisjon i trimming av produkter og påføring av riktig trykk på rørene under sammenkoblingen.
- Å koble rør inn i en stikkontakt (eller koblingsmetode) er en pålitelig, men mindre vanlig og dyrere metode basert på å koble produkter gjennom en spesiell kobling. Det er også muligheter for å koble to rør med forskjellige diametre direkte til hverandre. Denne metoden brukes ikke til å legge rørledninger utendørs.
- Elektrofusjon (eller termistor) sveising av rør - denne metoden ligner på sammenføyning i en stikkontakt, men koblingen som brukes i den inneholder et metallvarmeelement, som bidrar til mer jevn oppvarming av de tilkoblede produktene og den elektriske koblingen. Hver elektrisk clutch har en spesiell strekkode som koder for de elektriske strømparametrene som er nødvendige for denne clutchen, så enheter av denne typen er ofte utstyrt med en strekkodeskanner. Termistormetoden er enda mer pålitelig (og dyrere) enn koblingsmetoden, derfor brukes den hovedsakelig i tilfeller der det er nødvendig å gi en veldig stabil forbindelse (for eksempel når du legger rørledninger i områder med hyppige jordskjelv). Denne metoden brukes til å koble rør med en diameter på 20 mm eller mer med en hvilken som helst veggtykkelse, og kravene til nøyaktigheten for å holde teknologiske parametere i den er mye lavere enn ved støtlodding.
- Ekstruderingssveising er en metode som ligner på elektrisk sveising, der oppvarmet polyetylen mates gjennom en spesiell ekstruder inn i sveiseområdet, og danner en forbindelse mellom rørene.Styrken til den resulterende forbindelsen overstiger vanligvis ikke 80% av styrken til polyetylen, så ekstruderingsmetoden brukes vanligvis hovedsakelig for å koble rør med andre plastprodukter og installere rør med en diameter på 630 mm eller mer på steder som ikke er sannsynlige å bli utsatt for høye belastninger.


Slags
Alle sveiseapparater av polyetylen består av fire hovedmoduler - en generator (vanligvis opererer etter prinsippet om en omformer med en transformator eller en byttestrømforsyning), en strømstyringsmodul, en temperaturkontrollmodul og en teknologisk enhet der selve tilkoblingsprosessen tar plass. Hver av de fire sveisemetodene som er diskutert ovenfor, utføres ved å bruke riktig verktøy.











De eksisterende maskinene for hver av de 4 metodene kan videre deles inn i 3 kategorier i henhold til graden av automatisering.

Halvautomatiske enheter er delt inn i mekanisk og hydraulisk i henhold til typen drivverk som brukes. I enheter med mekanisk drift skapes kraften som er nødvendig for å sentrere og holde rørene under sveiseprosessen ved hjelp av operatøren, derfor brukes de bare når du arbeider med rør med en diameter på mindre enn 160 mm. Den hydrauliske driften krever ikke bruk av kraft fra operatøren og brukes til sveising av produkter uansett diameter, inkludert de som er større enn 160 mm.


En annen viktig egenskap ved sveisemaskinen er diameteren på rørene som den kan koble til, fordi standardstørrelsene på PE-rør er i området fra 16 til 1600 mm. For rørleggerarbeid i leiligheter brukes vanligvis rør med en diameter på 20 til 32 mm, men for installasjon av hovedrørledninger kan det allerede være nødvendig med en enhet som er i stand til å lodde rør med en diameter på 90/315 mm eller mer.
For tiden er de mest populære enhetene Georg Fischer (Sveits), Rothenberger (Tyskland), Advance Welding (Storbritannia), Eurostandard, Technodue og Ritmo (Italia), Dytron (Tsjekkia), KamiTech og Nowatech (Polen). Det er også russiske produsenter av enheter for polyetylensveising, for eksempel Volzhanin-anlegget, som produserer utstyr for støtloddeprodukter med en diameter på 40 til 1600 mm og elektrofusjonsenheter som er i stand til å koble sammen rør med en diameter på opptil 1200 mm.
Kriterier for valg av sveiseverktøy
Når du avgjør problemet med den foretrukne klassen av sveiseutstyr, er det først og fremst nødvendig å ta hensyn til omfanget av det planlagte arbeidet. Her er følgende parametere av stor relevans:
- Utvalget av rørdiametre å jobbe med.
- Strømforbruk.
- Enhetspris.
Det er bemerkelsesverdig at det er en klar sammenheng mellom disse parameterne. Så, med en økning i den ytre diameteren til røret, er det nødvendig å vurdere modeller med høyere effekt. Det er generelt akseptert at strømindikatoren, hvis enhet er watt, skal være 10 ganger diameteren, beregnet i millimeter. Med andre ord, hvis det er ment å sveise rør med en ytre diameter på 30 mm, kan du begrense deg til en modell hvis effekt er 300 watt. Det er verdt å merke seg at de oppgitte tallene ikke er endelige og nøyaktige, og derfor tillates feil innenfor 30 % her.
Derfor, hvis modellen av sveiseutstyr har et stort strømforbruk, lar dette eieren sveise rør med større diameter.Anskaffelse av slikt utstyr vil imidlertid kreve store utgifter.
5 ELITECH SPT 800

Rikt utstyr Land: Russland (produsert i Kina) Gjennomsnittspris: 1 638 rubler. Rangering (2019): 4,5









Denne budsjettloddebolten for polypropylenrør kan ikke bare sees i hendene på nybegynnere, men også profesjonelle. Modellen kan fungere med 6 rørstørrelser, fra 20 til 63 mm. Eksperter legger merke til høykvalitetsdyser belagt med teflon. Med en varmeeffekt på 800 W kan enheten raskt varme opp til 300°C. Varmeren avkjøles også ganske raskt. Produsenten har fullført produktet sitt med 6 dyser, et stativ, en pålitelig metallkasse og et sett med verktøy (skrutrekker, sekskantnøkkel).
Ved å analysere forbrukeranmeldelser, er det flere fordeler og ulemper med enheten. På den ene siden fortjener modellen ros for sin kraft, raske oppvarming og kjøling, glatte sømmer, rimelig pris. Klager kommer til det ubehagelige stativet, den spinkle saken, teflonbelegget av dårlig kvalitet.
Produsenter av sveisemaskiner for polypropylenrør, en kort oversikt over modeller.
Når du velger utstyr, er et av de avgjørende kriteriene produsentens omdømme. Og selv om maskiner for manuell sveising av polypropylenrør ikke kan kalles for komplekse og høyteknologiske enheter, er det også visse myndigheter på dette området.
Så "trendsettere" i produksjonen av slikt utstyr betraktes som "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort-enheter er ikke mindre pålitelige og etterspurte.Det viktigste er at det kjøpte utstyret er virkelig originalt, ikke en falskt, og er ledsaget av produsentens fabrikkgaranti.
Avslutningsvis, tradisjonelt en liten gjennomgang av populære modeller og gjennomsnittlig prisnivå for dem.
| Modellnavn, illustrasjon | Kort beskrivelse av modellen | Gjennomsnittlig prisnivå, gni. (april 2016) |
|---|---|---|
"BRIMA TG-171", Tyskland - Kina  | Effekt 750 W, sveisediameter - opptil 63 mm, elektromekanisk termostat, varmetemperatur - opptil 300 °C. Oppvarmingstid - ikke mer enn 15 minutter. Settet inneholder seks par dyser fra 20 til 63 mm. | 3900 |
"ENCOR ASP-800", Russland - Kina  | Effekt 800 W, sveisediameter - opptil 63 mm, elektromekanisk termostat, varmetemperatur - opptil 300 °C. Stabilt plattformstativ. Settet inkluderer seks par dyser fra 20 til 63 mm med teflonbelegg. | 2200 |
Elitech SPT 1000, Russland - Kina  | Apparat med sylindrisk varmeelement. Effekt - 1000 watt. Sveisediameter - fra 16 til 32 mm. Et sett med dyser (4 diametre) med teflonbelegg er inkludert i leveransen. Ergonomisk form på kroppen og håndtaket, slik at du kan jobbe på vanskelig tilgjengelige steder. Elektromekanisk termostat. | 2700 |
"Sturm TW7219", Tyskland - Kina  | Høyeffektmodell - 1900 W, med mulighet for å slå på full og halv effekt (ett eller to varmeelementer). Seks par teflonbelagte spisser. Maksimal sveisediameter er 62 mm. Oppvarmingstid - ca 12 minutter. Utvidet leveringspakke som ikke krever kjøp av ekstra tilbehør. | 3300 |
Dytron Polys P-1a, Tsjekkia  | Profesjonelt utstyr av høy kvalitet. Effekt - 650 watt. Sylindrisk varmeovn med kapillærtermostat med høy presisjon.Sveisediameter - opptil 32 mm. Patenterte skospisser med 3 diameter, belagt med høykvalitets blå Teflon. Seks temperaturinnstillinger. Automatisk overopphetingsbeskyttelse. Vekt - kun 1,3 kg, noe som letter arbeid på vanskelig tilgjengelige steder. | 11200 i minimumskonfigurasjonen - en enhet, et stativ og tre dyser. |
Rothenberger ROWELD P 40T, Tyskland  | Effekt - 650 watt. Maksimal sveisediameter er 40 mm. Sverdformet varmeapparat med mulighet for montering av to par hylse-dor. Settet inkluderer 4 par dyser fra 20 til 40 mm, høykvalitets teflonbelegg. Funksjoner ved denne enheten - den innebygde termostaten er designet spesielt for polypropylenrør og er programmert for høypresisjonsvedlikehold av en stabil temperatur på 260 ° C. Massen til enheten er 2,8 kg. | 14500 |
KERN Welder R63E, Tyskland  | Profesjonell klassemodell. Relativt lav effekt, 800 W, og samtidig - mulighet for sveising av rør med en diameter på opptil 63 mm. Seks par teflonbelagte spisser inkludert. Høypresisjon elektronisk installasjon av innstilt temperatur med mikroprosessorkontrolleren, digitalt display. | 13500 |
Avslutningsvis - en video om en annen sveisemaskin for polypropylenrør
Stumsveisemetode
Denne metoden lar deg koble polyetylenrør med en sveis ved hjelp av spesialutstyr for stumpsveising. Sveisen (eller "skjøten") er lik i strekkfasthet til selve polyetylenrøret. Ved sveising med oppvarmet verktøy kobles PE-rør med diametre fra 50 mm til og med 1600 mm. Standard teknologiske sveisemoduser er designet for drift ved lufttemperaturer fra -10°C til +30°C.Hvis lufttemperaturen i gaten går utover standard temperaturintervaller, må sveising av polyetylenrør utføres i et ly for å overholde teknologiske parametere. Stumsveising av trykk-HDPE-rør er delt inn i to hovedtrinn: forberedende arbeid og selvsveising. Den forberedende fasen inkluderer:
- kontrollere ytelsen og forberedelsen til drift av sveiseutstyr,
- forberedelse av et sted for plassering av sveiseutstyr,
- valg av nødvendige parametere for sveising,
- feste PE-rør og sentrere i klemmene til sveisemaskinen,
- mekanisk behandling av endene av de sveisede overflatene til rør eller deler.
Ved klargjøring av utstyret velges innsatser og klemmer som tilsvarer diameteren på røret som skal sveises. Arbeidsflatene til varmeren og verktøyet for bearbeiding av PE-rør må rengjøres for smuss og støv. Driftsevnen til utstyret kontrolleres under en visuell inspeksjon av enhetene og komponentene til sveisemaskinen, samt under kontrollinkluderingen. Ved sveisemaskinen kontrolleres den jevne kjøringen av den bevegelige klemmen til sentralisatoren og funksjonen til fronten. Plassering av sveiseutstyr utføres på et forhåndspreparert og ryddet sted eller rørledningsrute etter at PE-rør er lagret på det. Om nødvendig beskyttes sveisestedet med markiser for å beskytte det mot nedbør, sand og støv. I vått vær anbefales det å installere sveiseutstyr på treskjold. Og det anbefales å lukke den frie enden av polyetylenrøret med inventarplugger for å forhindre trekk inne i røret under sveising.
Montering av sveisede HDPE-trykkrør og deler, inkludert installasjon, sentrering og fiksering av endene som skal sveises, utføres i klemmene til sentraliseringsapparatet til sveisemaskinen. Klemmene til sveisemaskinen for PE-rør strammes for å hindre at rørene glipper og i den grad det er mulig eliminere ovalitet i endene. Ved stumpsveising av PE-rør med stor diameter, siden de har en tilstrekkelig stor egenvekt, plasseres støtter under de frie endene for å justere røret og forhindre at den sveisede enden av røret beveger seg. Sekvensen av sveiseprosessen:
- mål først kraften som kreves for å flytte den bevegelige klemmen med et fast rør,
- en varmeovn er installert mellom endene av rørene, oppvarmet til ønsket temperatur,
- utfør reflow-prosessen ved å presse endene av PE-rørene til varmeren, og skape det nødvendige trykket,
- endene klemmes i noen tid (i henhold til sveiseteknologien for dette polyetylenrøret) til utseendet til en primær grad med en høyde på 0,5 til 2,0 mm,
- etter utseendet til den primære graten, reduseres trykket og opprettholdes i den tiden som er nødvendig for å varme opp endene av rørene,
- etter slutten av oppvarmingsprosessen trekkes den bevegelige klemmen til sentralisatoren 5-6 cm tilbake og varmeren fjernes fra sveisesonen,
- etter å ha fjernet varmeren, bringe endene av polyetylenrørene i kontakt, og skape det nødvendige trykket for nedbør,
- nedbørstrykket opprettholdes i den tiden som er nødvendig for at skjøten skal avkjøles, og deretter utføres en visuell inspeksjon av den resulterende sveisen når det gjelder størrelsen og konfigurasjonen av den ytre graten,
- merk deretter den resulterende sveisen.
Apparattyper
I henhold til prinsippet om å koble deler er sveiseenheter delt inn i 2 typer:
- for elektrofusjonstilkobling;
- for stikkontakt og bakdel.
I henhold til operasjonsprinsippet er alle typer utstyr delt inn i manuell og mekanisk. Ethvert sveiseutstyr, uansett type, har 4 hovedenheter: en generator, en temperaturkontroller, en kraftmodul og en teknologisk enhet hvor deler er koblet til. Sistnevnte har en annen struktur (avhengig av type sveising).
Håndbok
Manuelle små sveisemaskiner har form av en plate med tips for å feste endene av HDPE-deler. For å koble til de forberedte overflatene kreves det menneskelig innsats, så rørdiameteren bør ikke overstige 125 mm. En håndholdt enhet er valgt for hjemmebruk, den er den enkleste å mestre, den har en lav pris.
Mekanisk
Disse enhetene er designet for profesjonelle. De inkluderer følgende:
- sentralisator med tips for å klemme deler;
- endekutter med slipte kniver for rørbehandling;
- varmeelement (sveisespeil);
- kompresjonsenhet.
Komprimeringen av de tilkoblede rørene leveres av mekanikeren, så diameteren deres er ubegrenset. Sveising med en mekanisk drevet enhet er en mer avansert metode: det letter operatørens arbeid og gjør skjøten mer pålitelig.
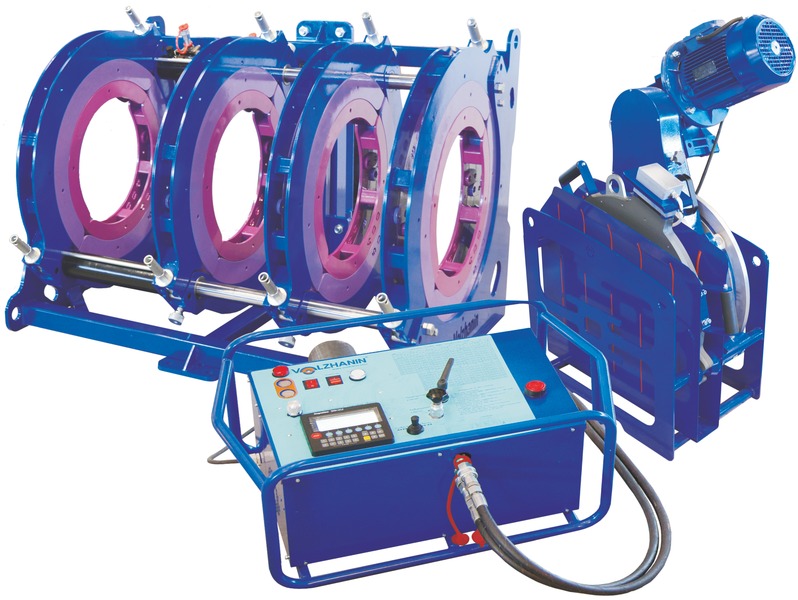
hydraulisk
I hydraulisk utstyr utføres komprimeringen av produkter av en hydraulisk stasjon. Slike enheter er designet for stumpsveising, og det er 3 typer:
- Håndbok. Alle operasjoner utføres manuelt. Påføres sveising av rørledninger med gjennomsnittlig og lavt trykk.
- Halvautomatisk. Manuelt arbeid innebærer kun å legge rør. Tilkoblingen skjer automatisk.
- Automatisk.Bevegelsene til alle enhetene til enheten fra begynnelsen til slutten av prosessen styres av en datamaskin, operatøren legger bare inn de nødvendige parametrene.
Moderne maskiner arbeider med høy nøyaktighet. De kan lese nødvendig informasjon fra strekkoden som er trykt på HDPE eller på de elektriske koblingene, på slutten av prosessen utsteder de en rapporteringsprotokoll, indikerer feil.
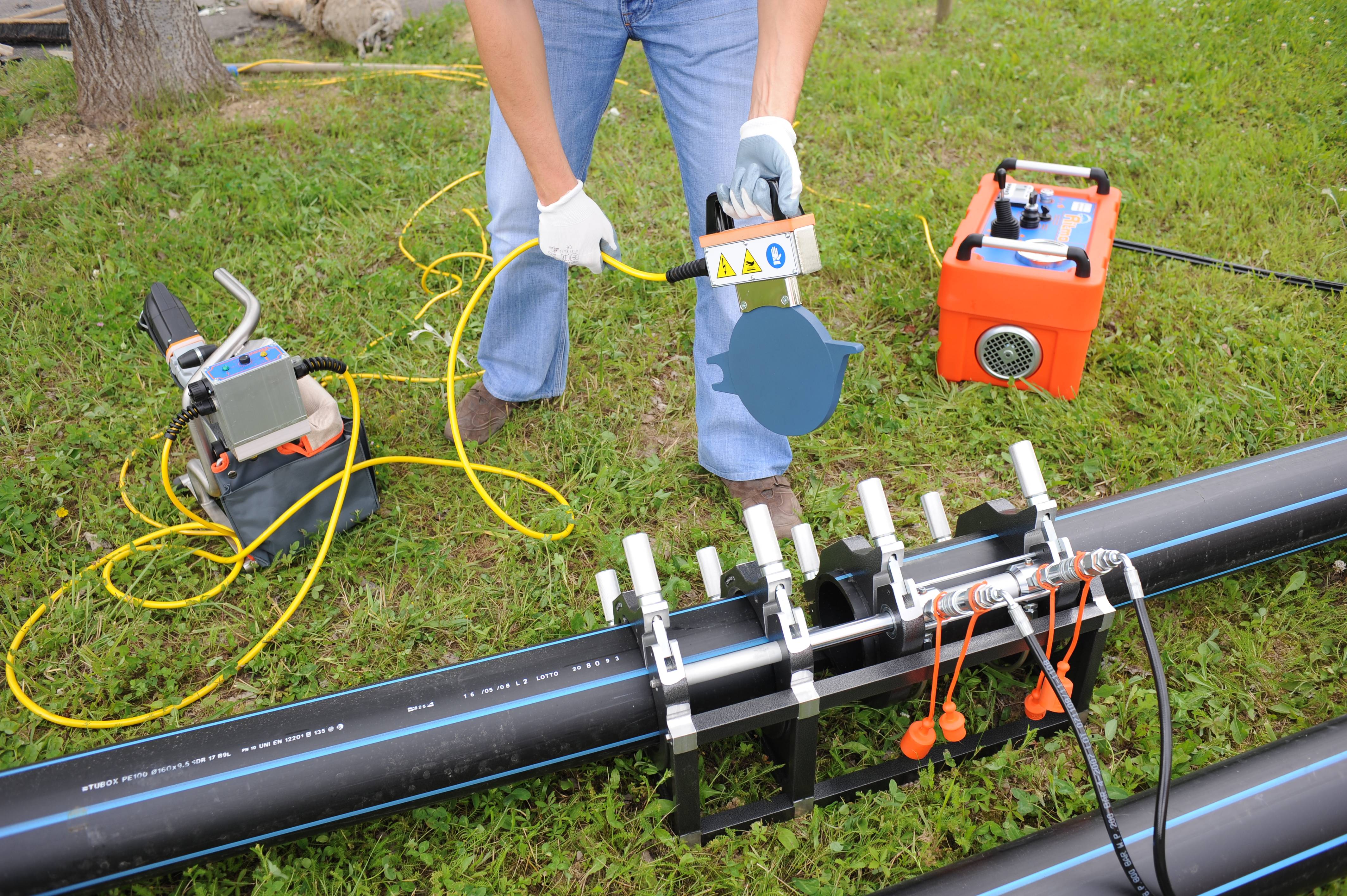
Elektrofusjonsutstyr
 Teknologien for elektrofusjonssveising er som følger. På produksjonsstadiet legges et varmeelement inn i hver kobling fra den indre overflaten med to ledninger til dens ytre overflate.
Teknologien for elektrofusjonssveising er som følger. På produksjonsstadiet legges et varmeelement inn i hver kobling fra den indre overflaten med to ledninger til dens ytre overflate.
Rørene som skal tilkobles settes inn i koblingen. Med en spesialkabel kobles utgangene til koblingen og sveisemaskinen sammen. Etter det varmes elementet inne i koblingen.










På grunn av dette smelter delen av polypropylenrøret og koblingen i området til varmeelementet. Når enheten er slått av, skjer omvendt polymerisering av de tilkoblede delene av produktet. Resultatet er en monolitisk forbindelse.
kan arbeide med produkter av nesten hvilken som helst diameter. De kan sveise polypropylenrør, samt lavtrykkspolyetylen (HDPE) produkter.
Hovedelementet er en mikroprosessor enhet med regulert strømforsyning. Den lagrer sveiseprotokollen for overvåking av driften og genererer den nødvendige strømmen for å oppnå den nødvendige oppvarmingstemperaturen.
På et gitt tidspunkt, avhengig av diameteren til produktet og andre forhold, slår den av enheten. Enheten kan operere utendørs i temperaturområdet -20...+60 °C.
For eksempel lar Rothenberger ROWELD ROFUSE PRINT-apparatet, med sin lave vekt og dimensjoner (en liten boks som veier ca. 20 kg), koble til HDPE- og polypropylenrør med en diameter på opptil 1200 mm.
Data om dem kan legges inn manuelt eller leses fra en strekkode installert på røret av produsenten. Enheten er enkel å bruke og kommer med detaljerte instruksjoner.
Hvordan velge riktig enhet?
Apparater for sveising av plast fungerer som en loddebolt og er konvensjonelt delt inn i 2 typer - manuell og mekanisk.
Manuelt apparat
Representerer en varmeplate med spisser for endene av rørene og håndtaket. I henhold til operasjonsprinsippet ligner det på et strykejern og et elektrisk loddejern.

Krever menneskelig innsats for å komprimere produktene som skal sammenføyes. Egnet for PE-rør med en diameter på ikke mer enn 12,5 cm. Følgelig er det ikke egnet for store mengder arbeid, og det er verdt å velge det for hjemmebruk.
Mekanisk
Det mekaniske loddeapparatet er en støtteramme med skiver for fiksering av rør og en instrumentblokk. Varmeelementet med varmeelementer inni varmer opp endene av de tilkoblede rørene, og mekanikken gir en sterk kompresjon av disse stedene.
Den brukes til sveising av produkter som er utsatt for høy driftsbelastning. Diameteren på produktene er ubegrenset.
Fagfolk bør velge dette alternativet.
Nyttige tips for å velge riktig:
Vær oppmerksom på pakken
Enheten med nøkkel for dyser er egnet for arbeid med en, maksimalt to diametre. Hvis arbeidsomfanget er større, velg utstyr med dyser med forskjellige diametre;
Enhetseffekt
De profesjonelle har én hemmelighet.Minimumseffekten til utstyret beregnes med en enkel formel - den største rørdiameteren du må jobbe med multipliseres med 10.







For eksempel, hvis du skal koke rør med en diameter på 50 mm hjemme, så er minimumseffekten til enheten = 50 × 10 = 500W;
Hvilken produsent å velge?
Den høyeste vurderingen er for produktene til tsjekkiske selskaper (for eksempel TM "Daitron"). Men prisen på produkter - biter. Derfor - som et alternativ - tyrkiske produsenter. Det er gode modeller for innenlandsk produksjon.
Konklusjoner og nyttig video om temaet
Sammenligning og nyttige tips for valg av sveisemaskiner:
Denne videoen demonstrerer trinn-for-trinn-prosessen for å montere en sveiser for pp-rør med egne hender:
Å velge en passende sveisemaskin for polyetylenrør er ikke så vanskelig. Det er bedre å gi preferanse til produkter fra kjente produsenter i en akseptabel priskategori. Med streng overholdelse av sveiseteknologi kan en pålitelig forbindelse oppnås.
Fortell oss om hvordan du valgte en sveisemaskin for montering av en polymerrørledning hjemme eller i landet. Del årsakene bak valget ditt. Vennligst legg igjen i blokken nedenfor, legg ut et bilde om emnet for artikkelen, still spørsmål.



